整体硬质合金钻头与模块化钻头的优势能合二为一吗?
Posted 金属加工
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了整体硬质合金钻头与模块化钻头的优势能合二为一吗?相关的知识,希望对你有一定的参考价值。
☞ 这是金属加工(mw1950pub)发布的第6668篇文章
导读
两千多年前孟子创作了千古名句“鱼与熊掌不可兼得”,而今在这个科技日新月异的时代,实现鱼与熊掌兼得却并非难事。
在金属切削加工中,大家既想要整体硬质合金刀具的稳定性、高效性,又想要模块化刀具的便利性和经济性。这在以前也是鱼与熊掌不可兼得的,但是肯纳的创意带来了好的结果,他们研发的KenTIP FS模块化钻兼具了整体硬质合金和模块化刀具的功效。
对这个产品感兴趣的金粉,可以点击文尾的,索取详细资料。
12xD深孔加工钢件钻孔视频

卓越的解决方案
KenTIP FS 最为出色的一点在于这是一款具有可持续性的产品。这款产品不像整体硬质合金钻以及许多模块化钻产品一样需要修磨。这款产品的刀片可以应用至发挥其全部性能,然后更换新刀具,无需进行修磨刀具所需要进行的偏心调整,也无需顾虑旧钻头与新钻头相比的性能劣势。刀具寿命和生产量因此具有更好的可预测性。当高速转动的钻头避免了对修磨的需求(无需特别留意刀片比整体硬质合金钻的成本低得多的事实),因此刀具的整体成本可以显著降低。
KenTIP FS 接口装置的刚性和稳定性简直令人难以置信,因为这款产品采用全硬质合金刀头设计,其接口装置可以承受更高的热量,与其他竞争性钻产品相比有更好的竞争性。肯纳金属模块化钻资深全球产品经理 Alexander Schmitt 这样说道。当然,经常会出现一些只有整体硬质合金钻才能应对的极端条件下的加工应用,但对于我们所观察到的约有 90% 的加工应用而言,这款最新设计的产品在多种材料的加工应用中具有非常出色的性能。肯纳金属公司在 KenTIP FS 产品的优化中投入了大量的时间和精力,我们期待为客户提供这款高性能的产品。
典 型 案 例

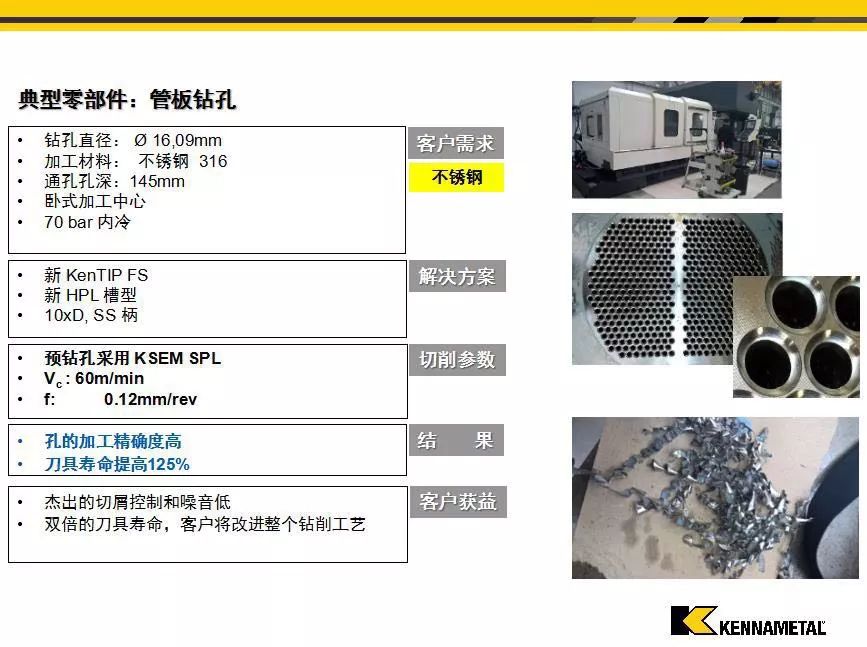

KenTIP FS模块化钻头
肯纳金属公司开发出一款世界领先的模块化钻产品KenTIP FS 模块化钻系统采用全硬质合金刀头,确保其有更佳的耐热性,比其他同类钻产品有更好的性能。他们将性能可靠的 KSEM 模块化钻系统的优势及其多功能性与同系列小型钻 KenTIP 的便于使用性以及低进给力的特性结合在一起,其结果就是推出了这款高性能的孔加工产品 - KenTIP FS,特点如下:
● 三种钻尖槽型、三种高性能材质、三种不同刀杆类型。
● 这款模块化钻系统的直径范围为 6–26mm。
● 可进行 12 x D 钻削深度加工。
● 可用于钢、不锈钢,以及铸铁材料的加工应用。
● 高性能,刀具寿命长,即使在不稳定条件的应用中也是如此。
产品名称的内涵
产品名称的内涵 为什么定名为 FS?肯纳金属模块化钻资深全球产品经理 Alexander Schmitt 这样说道,FS 取自于“Full Solid”全硬质合金刀头之意;他又补充道,其意义还不仅仅在于此。“FS 不仅外观与整体硬质合金钻相像,其性能也非常相似。因此你可以将其视为一款将整体硬质合金钻的性能优势与可转位钻的成本优势结合在一起的孔加工刀具产品。”刚看到 FS 产品,它似乎与其他可换刀头类型的钻产品没有区别,同样配有舍弃式刀片、内冷通道、以及为了高效排屑的螺旋排屑槽,但相同点仅此而已。FS 采用全新的设计方案,集众多重要产品性能于一身,因此可在模块化钻家族中脱颖而出。
精彩加工视频
出色的冷却方式,快速排屑
大面积、高精度的排屑槽可确保顺畅的排屑,从而延长刀具寿命,改善刀具性能。
首先观察一下排屑槽。注意到排屑槽是多么光滑亮洁吗?这是因为排屑槽在最后加工后又经过了高度抛光处理,肯纳金属公司发现这个工艺可以显著改善排屑性能,减少切屑对刀头的冲击磨蚀。与多数模块化钻产品采用两个冷却孔设计不同的是,FS 产品有四个冷却孔 - 两个位于刀头部位,两个就在刀头下的容屑槽部位。这种“多冷却孔”设计可以提供更大的冷却液流量,避免出现切屑堵塞,同时还可将切削部位的热量迅速带走,从而可延长刀具使用寿命,提高孔加工质量。
多冷却孔设计可以根据应用需求调整冷却液流量,“Schmitt 解释说。”比如说,在不锈钢和铸铁材料加工中,粘接和后刀面磨损是个大问题。HPL 和 HPC 钻尖类型刀片采用贯通式冷却通道设计,在这个区域提供更好的润滑性能,从而解决这个问题。但在钢材料加工中,最好是将冷却液集中在前刀面部位,从而更利于将切屑和前刀面的接触部位产生的热量带走。因此,我们去除了 HPG 槽型刀片上前刀面的冷却孔,从而延长刀片的使用寿命,并改善了断屑性能。此外,这可避免积屑瘤的形成,确保刀片更加坚固,从而在钢材料加工中有更好的钻进性能。
智能接口设计
● 设计独特的锥形面接口可确保刚性极佳的夹持性能。
● 拉钉锁紧装置可避免刀片的拉脱。
● 更大的支承面可确保大扭矩的安全传输,并不会导致刀座变形。
加工材料类型

● HPL钻尖槽型用于不锈钢材料加工
● 每个切削刃可以形成两条切屑,可以形成连续平稳的切屑流
● KCSM15 TM采用AITiN PVD单层涂层
● 避免积削瘤的形成,确保出色的孔加工质量
● 极高的金属去除率
● 带内冷
● HPG钻尖槽型用于钢材料加工
● 极佳的定位和定中心性能,可用于没有预定心的钻孔加工,甚至还可以用于深孔加工
● KCP15 TM采用ALCr PVD单层涂层
● 极高的热稳定性
● 卓越的韧性和耐磨性
● 外冷

● HPC钻尖槽型用于铸铁材料加工
● 四刃带设计确保极好的孔垂直度
● 大刀尖半径可避免崩刃,在通孔加工应用中可减少退刀时形成的毛刺
● KC7410 TM采用ALCr PVD复合涂层
● 出色的耐磨性
● 带内冷
满足特定应用需求
在满足特定应用需求方面,这款产品的设计绝不仅仅只是调整了刀片的冷却孔数目。HPG 槽型提供新型,高耐磨性的硬质合金材质 - KCP15A,这款材质产品是专为钢材料加工设计的。与同类钻头产品相比,其最新设计的钻尖角度以及自定心的横刃设计可确保更好的定位精度和孔垂直度,即使在高进给情况下也是如此。刀片的圆角部位采用轻微倒角保护设计,可减少崩刃现象,刃带同样采用增强设计,HPG 槽型产品因此适合液压歧管应用中常见的交叉口和斜出口孔加工,或者是热交换器生产中的堆叠板加工。
如果全世界的孔加工应用只有钢材料,HPG 槽型刀片应足以应对,但航天航空行业还需要加工不锈钢和超耐热合金材料,汽车制造商对铸铁材料还有着广泛的需求。对于前者而言,肯纳金属公司提供 HPL 槽型产品,这款产品采用分体钻尖设计,可减少切削力,可以在航天航空行业材料以及医疗设备合金材料的加工中切断长切屑。与 HPG 相同的是,这款产品也提供新型材质,如 KCMS15,这是一款高耐磨性的细晶粒硬质合金材质产品,采用耐磨蚀的 AlTiN 涂层,可延长刀具使用寿命。对于铸铁、球墨铁和蠕墨铸铁而言,HPC 槽型采用四刃带和圆角钻尖设计,可避免这些材料加工中常见的退刀时崩刃和裂纹现象,其特殊设计的容屑槽结合前刀面冷却孔设计,可迅速排出切屑。
所有这些刀片采用 143 度的钻尖角设计,经过特殊刃口处理,抛光处理,或切削刃倒圆处理,确保最优化的刀具使用寿命。“在使用 HPG、HPC,以及 HPL 槽型时,KenTIP FS 可以应对整体硬质合金钻加工范围的多种应用需求,但其单位工件成本要低得多,性能却相当甚至更加出色,”Schmitt 这样说道。
最后咱们一起看看肯纳金属的赵经理详细讲解产品的视频吧。
精彩讲解视频
点击播放
如果您对这个产品感兴趣,欢迎点击“”留下联系方式,肯纳金属将会按照您的需求提供更详细的资料。
以上是关于整体硬质合金钻头与模块化钻头的优势能合二为一吗?的主要内容,如果未能解决你的问题,请参考以下文章