焊接过程
Posted Jarvis_Xu
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了焊接过程相关的知识,希望对你有一定的参考价值。
电流传感器
测量范围0-100A,输出4-20mA
传感器输出用100欧姆精密电阻做负载,测量负载电压,推测输出电流。
电流传感器输出输出线性度由电气实验室高压大电流平台测试达标。
PLC中AD模块输入0-20mA对应数字量0-27648
则推出传感器输出的4-20mA对应数字量5530-27648
则传感器输入0-100A对应数字量5530-27648
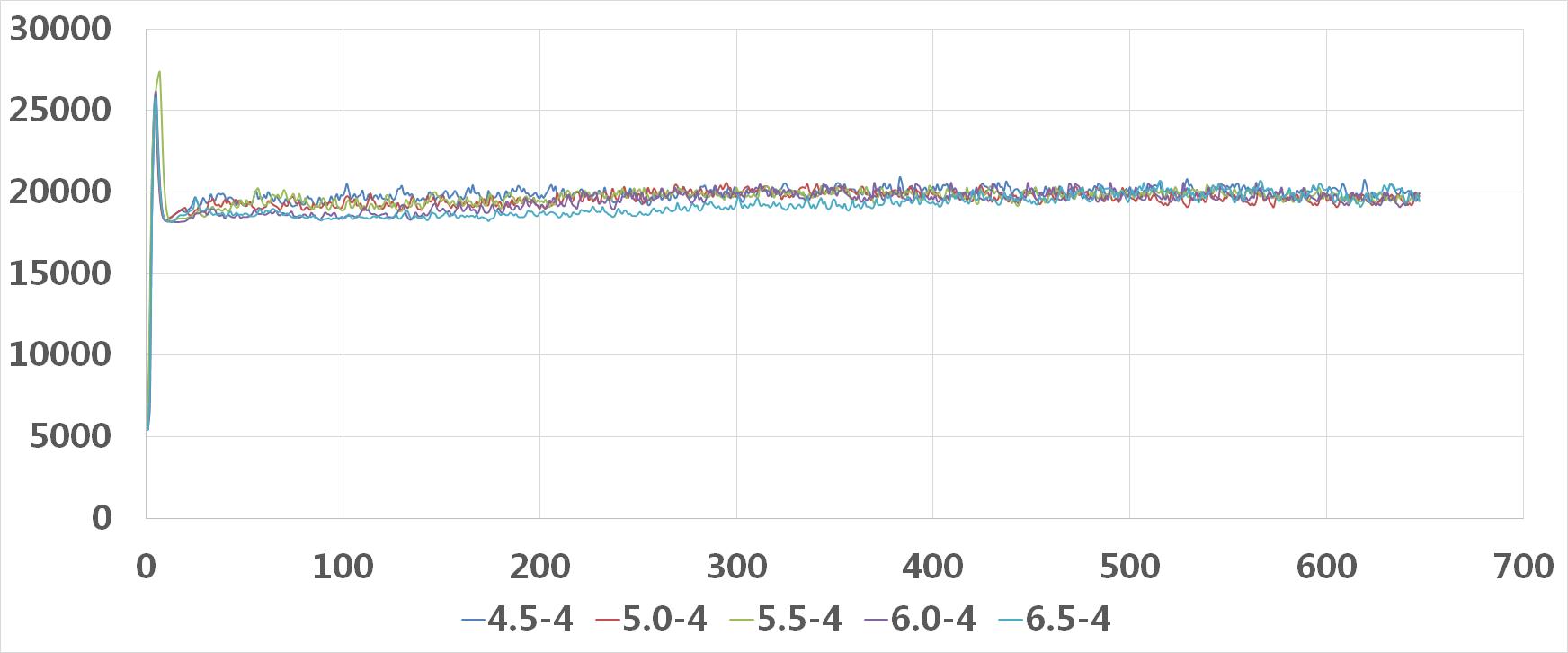
曲线系列A-B
A:起弧高度H3
B:下降速度v5
单位cm/s
相同下降速度v5,不同起弧高度H3,电流值均稳定于约20000。
因此推测,电流稳定值与下降速度有关。H3会影响稳定前的过程。
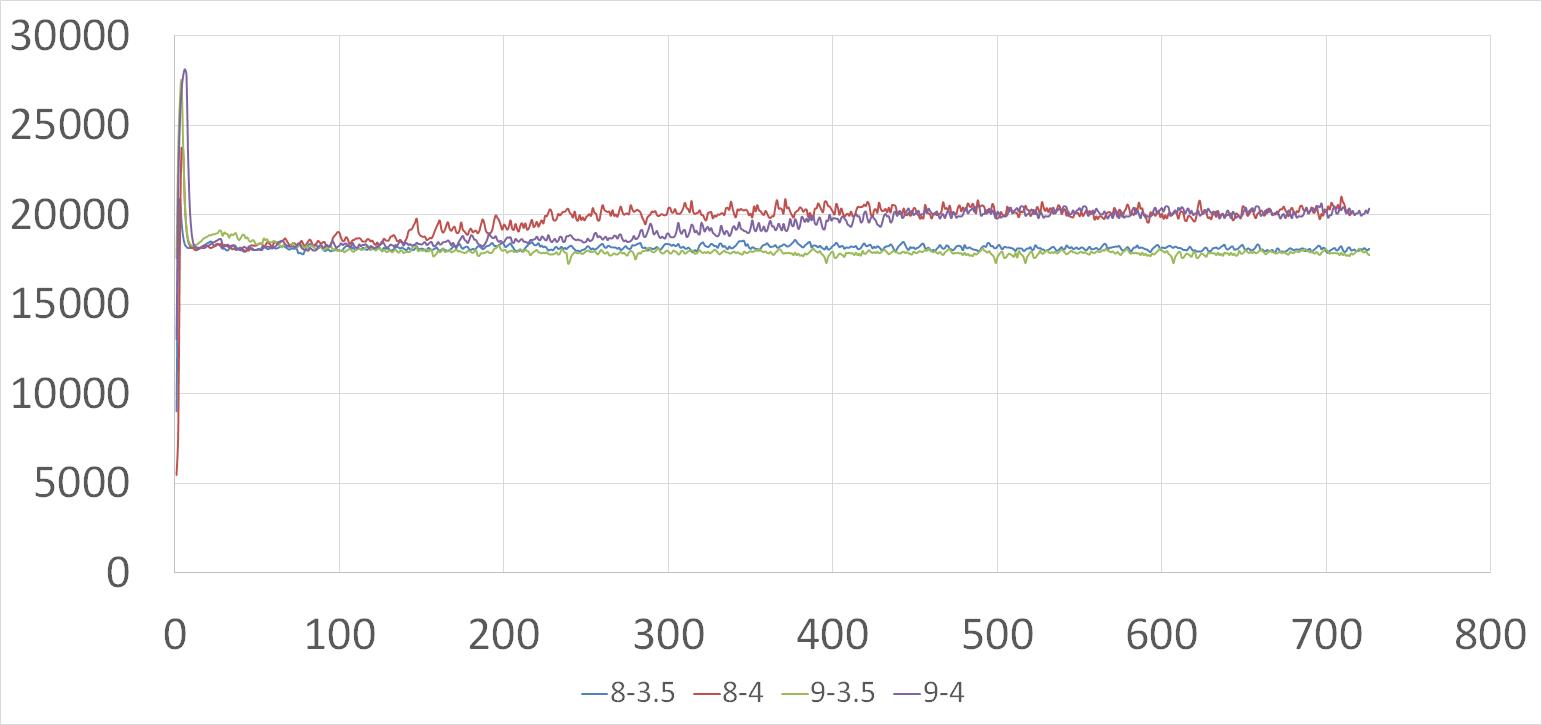
本图可以比较明显看出,v5为4的两组最终稳定于约20000,v5为3.5的两组最终稳定于约18000
观察红色和紫色曲线,紫色曲线的H3较大,到达稳定时间较长。
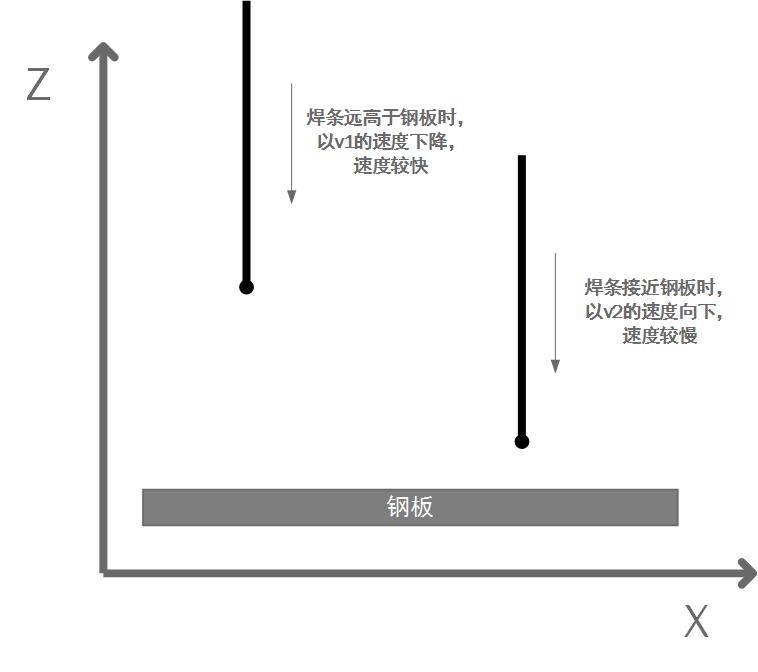
显然,在合理范围内,因为焊条燃烧速度与电流值大小有正相关关系,电流值越大,燃烧速度越快,电流值越小,燃烧速度越慢。焊条瞬时电流的大小,又与焊条头部与钢板的距离有关。
最终电流值稳定时,表示焊条稳定燃烧,燃烧速度等于下降速度。
稳定之前,焊条与钢板间距较大,电流较稳定值小,燃烧速度较慢,继而间距变小,电流变大,燃烧速度变快……直到燃烧速度等于下降速度。
18000对应(27648-18000)/(27648-5530)100=56A
20000对应(27648-18000)/(27648-5530)100=65A
标定
因为钢板非标,相机距离不固定,需要标定比例尺——即确定图像中每1cm对应多少个像素。将标准图像卡放置表面,运行标定程序。
参数初始化
PC机将初始化参数通过串口发送至PLC,包括比例尺,下降速度、起弧速度、起弧距离等。
确定起点
在图像上点击焊缝,焊条会移动至点击处,作为起始点,在相机视线范围内寻找目标 。
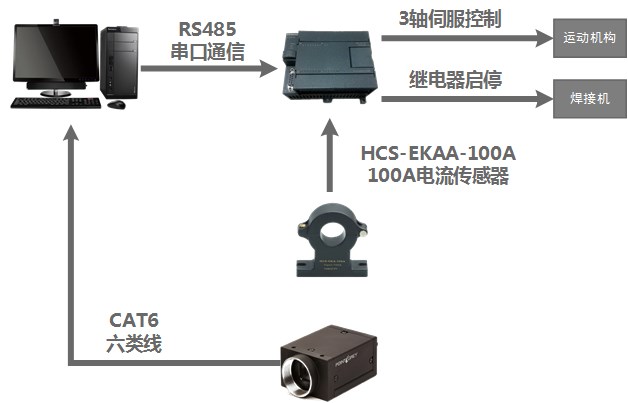
开始焊接
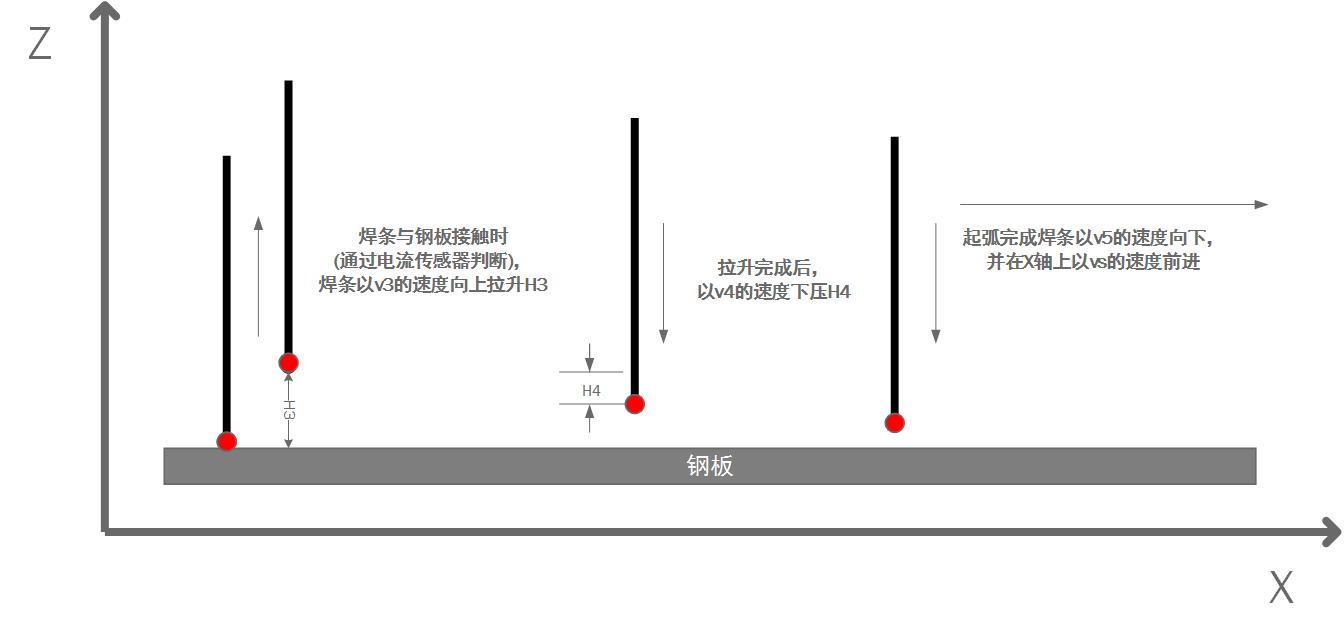
在PC程序上点击“开始焊接”,焊接机启动,焊条开始下降,电流传感器检测焊接机输出电流。
当焊条接触到钢板时,电流突然变大,PLC快速将焊条拉起,作引弧动作,随后按照给定速度匀速向下。
根据实验,在一定范围内,电流与焊条钢板间距呈线性关系。PLC对下降速度进行实时调整,若电流过小,表示距离过大,则加速下降;若电流过大,表示距离过小,降低下降速度。
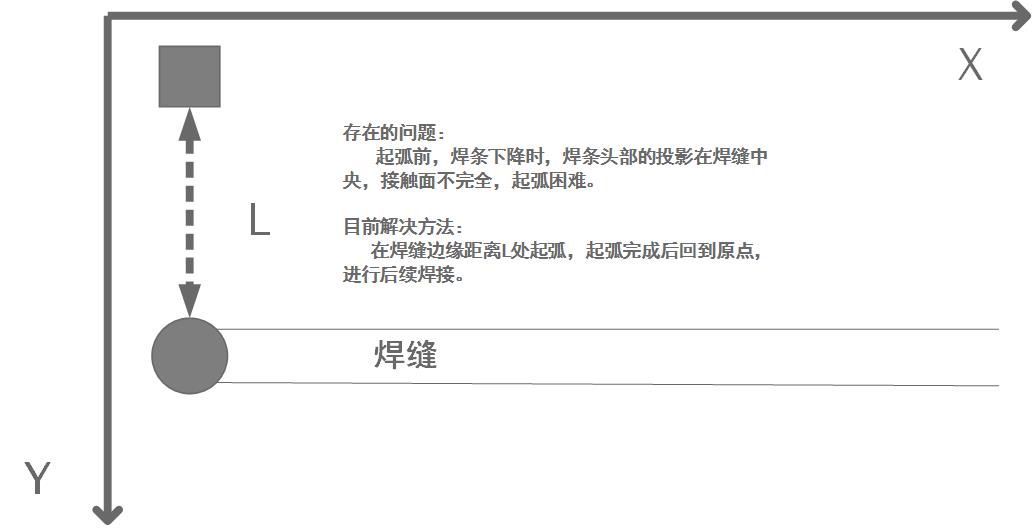
存在的问题
起弧前,焊条下降时,焊条头部的投影在焊缝中央,则接触时接触面不是水平,起弧困难。
目前解决方法是:起弧点为焊缝边缘的一小段距离处起弧,起弧完成后回到原点,进行后续焊接。
以上是关于焊接过程的主要内容,如果未能解决你的问题,请参考以下文章