MES的任督二脉
Posted tallrain
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了MES的任督二脉相关的知识,希望对你有一定的参考价值。
- 任脉:系统集成
关键词:制造、系统
MES作为一个IT系统,与ERP/PLM/WMS等其它系统有着高度集成。
这是因为,制造不是一个孤立的生产活动。
首先,从产品生命周期来看,立项、研发、制造、销售、售后组成完整的产品生命周期,而产品的特性需要在整个产品周期的各个环节中进行传递,这其中最重要的特性就是来自于PLM的产品BOM,因为BOM决定了产品的成本、加工流程、工艺设备等生产因素。
其次,从一次制造活动来看,典型的生产过程由订单触发,完整的制造流程包括:销售订单à采购订单à生产工单à发运单。这些单据对应于ERP中的现金流动和物料流动,而对于MES来说,来自于ERP的生产工单成为关键的生产因素。
因此,MES非常重要的两个集成需求是:与PLM集成BOM,与ERP集成工单。
下面我们举一个例子予以说明。
汽车行业,通常通过配置和颜色区分车型,如白色低配、红色高配等。汽车制造厂为每个颜色+配置组合分配一个总成件物料号,然后将对应的零件、配置件挂在总成件下面,形成制造BOM。工厂按照标准的配置制造产品,然后发往4S店。但是4S店通常会额外储备一些配置件,并在交付给用户时安装一些额外的配置件。
比如说某款车,低配版没有全景影像,只有高配版有。那么通常的做法是:制造厂按照低配版造车,然后发给4S店;4S店安装全景影像并刷软件。这是因为制造厂的BOM里面没有低配+全景影像的结构,因为无法按照这种订制方式进行生产。而4S店做了一些额外的工作,相当于在原BOM的结构上额外增加了一层选配件,因而可以更加灵活。4S店等同于一个虚拟的辅件装配车间,作业内容对应于选配件材料的虚拟BOM。因此这种模式,在某种程度上对4S店形成了依赖。
这是因为传统的做法,把物料BOM、工程BOM、工艺BOM都挂在总成件下面。
这种制造模式对应的物料BOM结构形式类似下表:
|
层级 |
物料号 |
消耗工位 |
物料描述 |
|
1 |
Z10010010 |
|
XX运动型低配红色手动版轿车 |
|
2 |
C40010011 |
T050 |
仪表盘 |
|
2 |
C40010016 |
T080 |
中控屏 |
|
2 |
C40020021 |
T120 |
左前座椅 |
|
2 |
C40030021 |
T250 |
1.8T发动机 |
|
2 |
C40040021 |
T340 |
ECU软件,版本V1.01 |
4S选装件对应的BOM为:
|
层级 |
物料号 |
物料描述 |
|
1 |
C40010018 |
全景影像 |
|
1 |
C40040021 |
ECU软件,版本V1.02 |
当4S店下订单时,根据车型、颜色等信息锁定了车辆的总成件号,并作为订单的属性予以绑定。
当ERP把订单传递给MES时,同时也把车辆总成件料号传给MES。
由于MES中的物料BOM和工艺都是定义在总成件料号下的,因此订单下发的时候已经决定了车辆的生产工艺。
假如某汽车厂想要抛开4S店系统,希望客户直接在网上下单、选择配置,然后在制造完成后直接从汽车厂发给客户,那么传统的BOM结构和加工流程就不适用了。
新的流程,要求为每个订单生成一个总成件号,其对应的物料BOM、工程BOM、工艺BOM是基于订单的临时组合,其结构类似下表:
|
层级 |
物料号 |
消耗工位 |
物料描述 |
|
1 |
S1008601 |
|
订单号S1008601,XX运动型轿车 |
|
2 |
P401207 |
|
低配手动仪表盘选配件 |
|
3 |
C40010011 |
T050 |
运动型仪表盘 |
|
2 |
P402402 |
|
低配手动中控屏选配件 |
|
3 |
C40010016 |
T080 |
中控10’高清屏 |
|
2 |
P410201 |
|
低配运动型座椅选配件 |
|
3 |
C40020021 |
T120 |
左前座椅无纺布 |
|
2 |
P420103 |
|
1.8T L4发动机 |
|
3 |
C40030021 |
T250 |
1.8T发动机 |
|
3 |
C40030021 |
T280 |
1.8T涡轮增压器 |
|
2 |
P430320 |
|
低配运动型含全影影像ECU |
|
3 |
C40040021 |
T340 |
ECU软件,版本V1.02 |
当客户下达订单时,ERP把订单及选配件清单发给MES。
而MES的工艺基于选配件定义,因此MES在接收到订单的时候,也知道了工艺过程也就是所有选配件的加工的组合。
这种BOM结构可以允许工厂完全按照客户的订制进行生产,而无须4S店的额外订制作业。
- 督脉:控制集成
关键词:执行
MES与其它IT应用系统的一个重大区别是,MES与现场设备关系紧密。
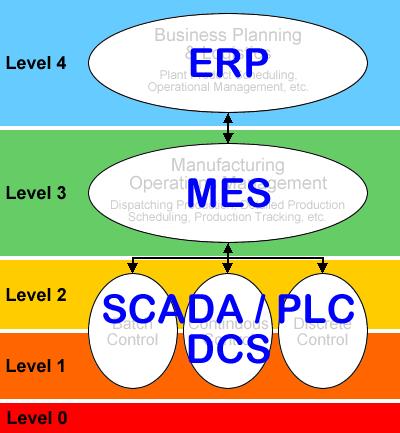
根据ISA95的定义,MES介于ERP等企业业务系统与现场作业层之间:
|
级别 |
典型系统/设备 |
核心业务 |
作业范围 |
响应时间 |
|
4 |
ERP |
现金流、物流 |
集团/工厂/车间 |
月/周/天 |
|
3 |
MES |
工艺流 |
工厂/车间/工位 |
天/班次/小时/分/秒 |
|
0/1/2 |
电机/机器人/PLC |
机械、电气、逻辑控制 |
区域/工位/设备 |
分/秒/毫秒 |
近几年来随着智能设备和工业物联网的兴起,似乎设备和IT系统联网是轻而易举的事情,但仔细分析的话,其实和工业现场的需求还是有很大距离。
象大家所熟悉的智能家电设备,采用安卓、树莓派等轻量型操作系统,通过互联网协议进行数据传输,但是这种方式的最大缺点是:速度慢(响应时间在秒级)、数据安全无法保证。
而象无人驾驶汽车的激光雷达等设备,由于算法都封装在芯片,采用专有数据传输协议,因此稳定可靠,但是价格昂贵,因此没有被广泛使用。
在车间现场,多年来被广泛应用的形式是采用PLC作为设备的逻辑控制中间层,然后通过OPC实现与MES的数据交换。
有了PLC/OPC的逻辑通道,MES能够向车间现场设备下发工单、BOM、工艺指令、防错指令等,此外也能够从设备收集状态信息、异常信息、操作结果、过程数据等。
这样一来,能够使工艺的执行更加灵活,同时也能够更快地对问题进行响应处理。
举例来说,一个较传统的汽车工厂,MES与设备没有深入集成,这样的话,工厂通常会按照车型进行小批量生产,每次换车型时,则需要集中在设备上进行相应的切换操作。
这种方式的工单顺序类似下表:
|
工单序号 |
车型 |
|
1 |
XX运动型低配红色手动版轿车 |
|
2 |
XX运动型低配红色手动版轿车 |
|
3 |
XX运动型低配红色手动版轿车 |
|
4 |
XX运动型低配红色手动版轿车 |
|
… |
|
|
21 |
XX运动型高配银色自动版轿车 |
|
22 |
XX运动型高配银色自动版轿车 |
|
23 |
XX运动型高配银色自动版轿车 |
|
… |
|
而如果MES实现了与设备的深入集成,则可以将工单混排,当车辆到达工位时,设备会根据车型信息自动进行运动、取料、加工、测量。
这种方式允许计划员尽可能按照客户订单的顺序安排生产,工单顺序类似下表:
|
工单序号 |
车型 |
|
1 |
XX运动型低配红色手动版轿车 |
|
2 |
XX运动型高配银色自动版轿车 |
|
3 |
XX舒适型中配灰色自动版轿车 |
|
4 |
XX精英型高配黑色自动版轿车 |
|
5 |
XX运动型高配红色自动版轿车 |
|
6 |
XX舒适型高配蓝色自动版轿车 |
|
7 |
XX运动型中配蓝色自动版轿车 |
|
8 |
XX运动型中配红色自动版轿车 |
前文描述了MES的2个关键集成点:应用系统集成,与控制系统集成。
其实从一流MES供应商的分布,我们也可以看出这一点。
比如达索公司开始的核心业务是CAD设计,产品主要是应用于汽车和航空业的CATIA/SOLIDWORKS,后来从IBM收购了PLM产品,又从APRISO收购了MES产品,从而实现了CAD/CAM/CAE/PLM/MES的系统整合。
而象西门子/洛克威尔/GE是做电气产品(PLC/传感器/伺服系统)起家的,后来又从HMI/SCADA开始慢慢与应用系统集成,再辅以收购,实现较全面的MES方案,再通过PLM实现与CAD/ERP的集成。
简单地总结一下,MES在ERP/PLM/WMS等应用系统中起到承前启后的作用,并在应用系统与现场设备之间起到承上启下的作用。
以上是关于MES的任督二脉的主要内容,如果未能解决你的问题,请参考以下文章