薄壁件高速铣削三维稳定性
Posted studyer_domi
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了薄壁件高速铣削三维稳定性相关的知识,希望对你有一定的参考价值。
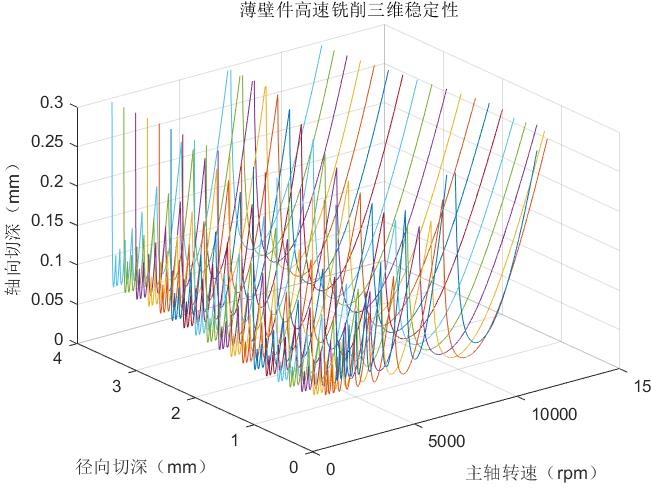
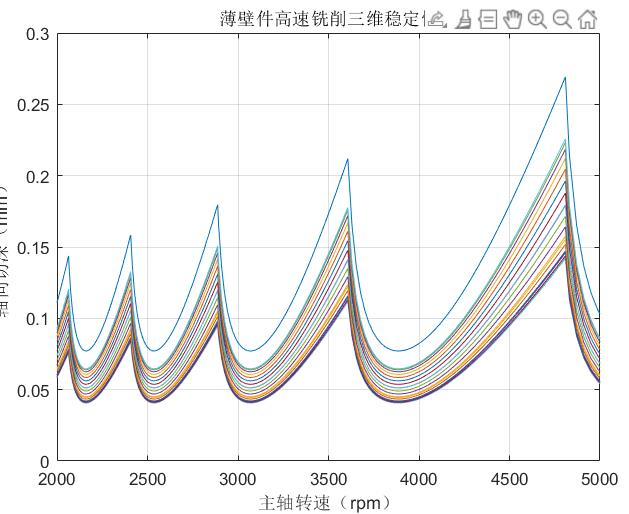
针对铣削加工 , 为保证切削效率 , 建立主轴转速 、 轴向切深和径向切深的三维稳定性极限图 , 以工件材料最 大去除率为优化目标, 合理选择切削参数 , 从而在保证切削加工质量的前提下 , 更快 、 更好地完成铣削加工 . 仿真结 果表明: 由于不同铣削系统的动态特性不同 , 稳定条件下最大材料去除率随径向切削深度的增大的变化趋势差异 明显, 因此 , 需要对不同系统进行具体分析 , 才能找到切削参数的最佳匹配切削颤振是发生在切削过程中的一种自激振动,影响零件的加工质量和生产效率. 切削稳定性是机床抵抗切削自激振动的能力,通常用切削时开始出现自激振动的极限切削深度表示
切削参数对于切削颤振的影响,从而可以更准确地选取稳定切削下的最优切削参数. 切削加工过程中,在保证加工质量的前提下,提高加工效率,即在稳定切削的前提下,保证材料的最大去除率,一直是人们追求的目标. 铣削过程中的材料去除率( MRR) 是指单位时间内被去除的工件材料的体积, 它可表示为轴向切深 ap 、径向切深 ae 、主轴转速 n、刀齿数 N 以及每齿进给量 fz 的乘积[5] ,即 MRR = ap ae nfz N. 从中可知,在根据材料特性选定 fz 的前提
首先建立铣削系统动力学模型. 一般情况下, 工件系统刚度远大于刀具系统刚度,因此假设刀具是铣削系统薄弱环节,只考虑刀具 x、y 两个方向的振动,将铣削系统简化为 x、y 两个相互垂直方向上的二自由度振动系统. 见图 1,刀尖相对于工件在Oxy 即水平面内振动. 刀齿 j 的瞬时接触角为 椎j . 指定刀具进给方向为 x 方向,Fx 和 Fy 为刀具所受的力,对于这个系统,其动力学微分方程为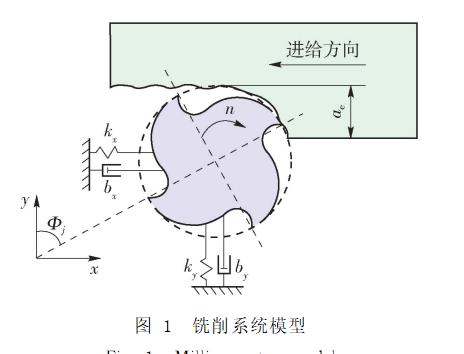
QQ:1762016542
以上是关于薄壁件高速铣削三维稳定性的主要内容,如果未能解决你的问题,请参考以下文章