注塑机的锁模力怎么定?
Posted xing-ting
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了注塑机的锁模力怎么定?相关的知识,希望对你有一定的参考价值。
一、首先来总结一下常用的单位换算关系
(1)压力Pa、bar、kg/cm2、MPa、标准大气压这几个单位的之间的换算关系。
1bar:一个标准大气压
1bar = 100000pa = 0.1MPa = kg/cm2;
1MPa = 1*106Pa;
(2)面积单位cm2、mm2、m2的换算关系
由(100cm) = (10mm) = (1m)得:
(100cm)2 = (10mm) 2= (1m)2
即:1m2 = 100mm2 = 10000cm2
(3)力、质量的相关单位N、kg、t(吨)的转换
1kg的重量是F*a = 1kg×9.8N/kg ≈ 10N,
1吨的重量是1000kg×9.8N/kg ≈ 10000N = 10kN,
由此可见我们平时说的多少吨的锁模力其实就是这么多吨的重量,也就是t * 10kN这么大的力
不要轻视这些基础知识,我们在计算的时候出错往往就是这些基础没有弄明白,做学问不要眼高手低。
二、锁模力的计算
一般来说,锁模力的计算方法有三种常用的,两种是靠经验公式的,还有一种公式精确计算的,我们在这里主要是讨论第三种,精确计算锁模力的方法。
锁模力又称合模力,是指注塑机的合模机构对模具施加的最大夹紧力,当溶体充满型腔时,注射压力在型腔所产生的压力总是力图使模具胀开,为此,
注塑机的锁模力必须大于这个胀模力,而这个胀模力的大小等于型腔的压力乘于成型制品及浇注及浇注系统在分型面上的投影面积之和。
计算锁模力两个重要因素:(1)投影面积 (2)模腔压力
(1)投影面积(S)是沿着模具开合所看到的最大面积
(2)模腔压力的确定:
模腔压力由以下因素所影响:
(1)浇口的数目和位置
(2)浇口的尺寸
(3)制品的壁厚
(4)使用塑料的粘度特性
(5)注射速度
注意:注射压力不代表模腔的压力,因为注射的压力在经过流道的时候会急速下降,模腔的压力可能只有注射压力的30%~60%(好像是这个数据吧,不知道有没有记错了)
所以切记不要把注射压力等价为模腔压力了。
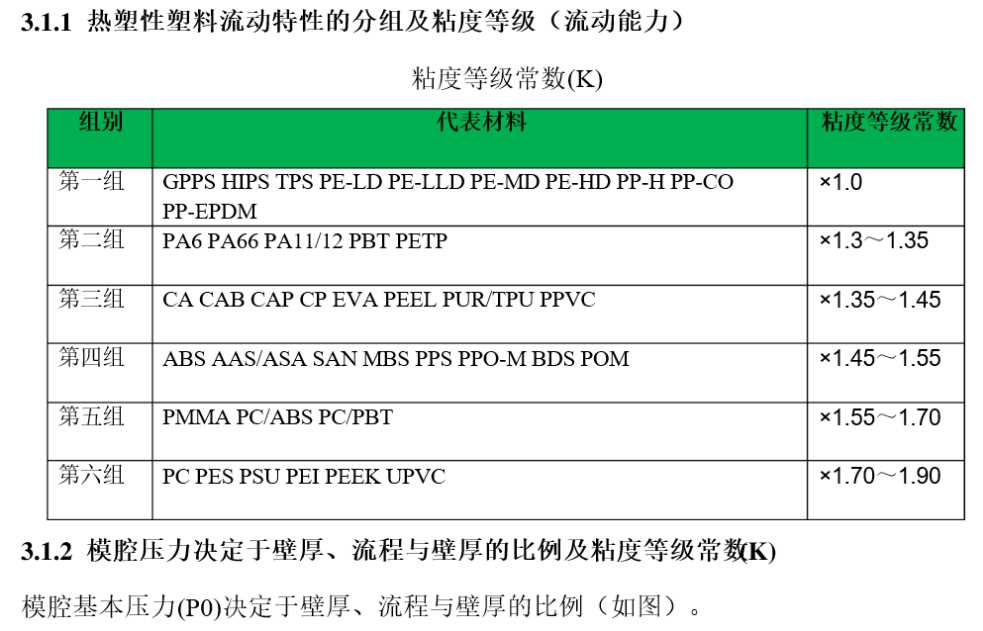
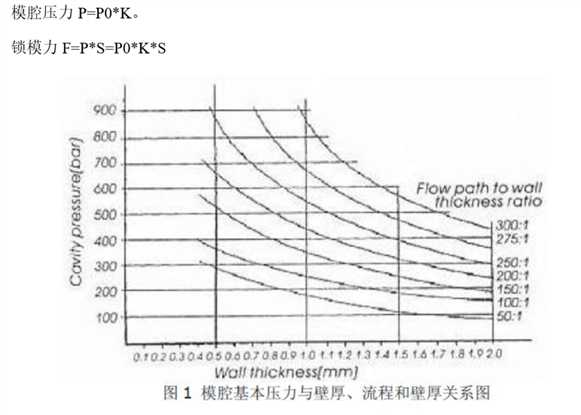
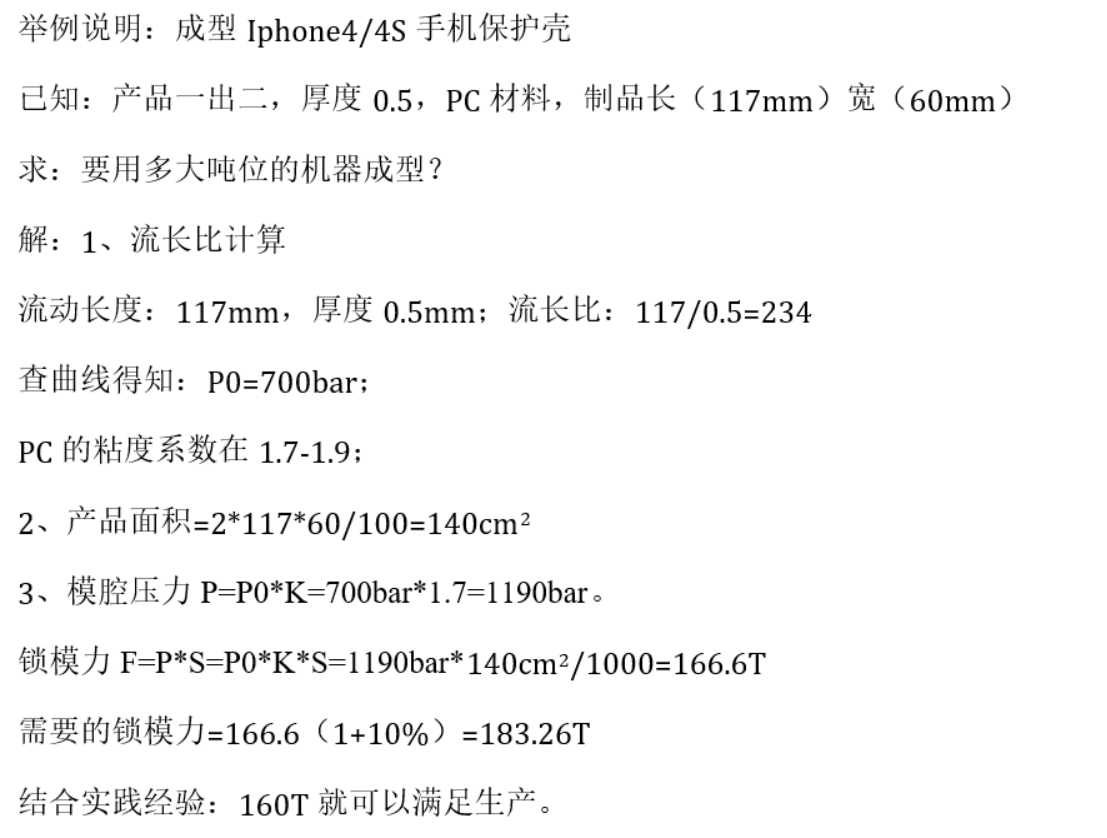
网上找了三张图片,上面所表达的内容,其实就是这篇文章的主要核心了。说到底,锁模力的基本还是F = P*A的公式确定的。
以上是关于注塑机的锁模力怎么定?的主要内容,如果未能解决你的问题,请参考以下文章
需要向外行介绍塑胶模具以及注塑成型知识,如何用简单的比喻或者说明就可以把复杂的原理说得简单明了易懂
[激光原理与应用-23]:《激光原理与技术》-9- 控制技术-锁模技术
[激光原理与应用-26]:《激光原理与技术》-12- 激光产生技术-短脉冲超短脉冲调Q技术锁模技术