冠捷显示成功的信息化建设(MES应用案例)
Posted nb-juvien
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了冠捷显示成功的信息化建设(MES应用案例)相关的知识,希望对你有一定的参考价值。

企业介绍
冠捷科技集团是驰誉全球的大型高科技跨国企业,产品包括彩色显示器( CRT monitor )、液晶显示器( LCD monitor )、液晶电视( LCD-TV )与等离子电视( PDP )。在中国大陆形成了北京、福建、武汉、苏州、宁波五大工厂的 " 五角星型 " 强大的生产供应链。以华北大冠捷科技集团 北京龙飞时代科技有限公司(香港恒生股票代号: 903 ),自有品牌 AOC 为艾德蒙海外股份有限公司之英文缩写( Admiral Overseas Corporation )。艾德蒙海外股份有限公司曾为台湾著名的电视机生产厂,并以 AOC 品牌行销全球。目前,冠捷科技集团在全球建立了庞大的工厂制造体系,完成了在南美洲、捷克、波兰、巴西、德国、荷兰、印度等全球各大洲的工厂布局。冠捷于2004年底宣布收购荷兰飞利浦的显示器业务。交易达成以后,冠捷科技年销售额增加一倍,成为全世界最大的PC显示器厂商。
位于开发区沌口工厂-冠捷显示科技(武汉)有限公司(下文简称“冠捷显示”),于2004年6月11日成立,投资额为2,000万美金,其中注册资金 1,200万美金。冠捷显示科技目前占地面积 258亩,厂房面积约5.5万平方米,员工约为 2,000人。产能达到液晶显示器 1,200万台、液晶模组产能500万台、液晶电视100万台。
一. 应用MES系统前的信息化基础
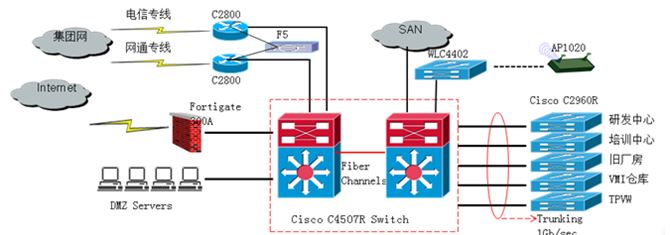
冠捷的IT运维包括:网络架构、存储架构、应用架构、安全架构。
2012年时冠捷显示重点改造了网络状态,把原来网络中间无线设备改成了IP网络,增加了可靠性。存储架构主要通过前端的IPC,带动后面的存储化网络共享。网络安全方面,通过防护软件、上网行为的管理、防火墙的过滤,把办公网段和生产网段分开。
网络架构如下图:
二. MES系统介绍
可以将制造执行系统MES系统理解为工厂现场各项生产资讯收集整合的系统。它连接于上层ERP系统,供应链管理系统SCM和现场作业/生产设备之间,提供即时且准确的实际生产资料来源。从现场管理来看,它整合了工厂现场各单位(物料、生管、制造、品管、库管)的各项资料,使各单位得以迅速得到作业所需的讯息,以提升生产效率、产品品质与客户满意。简单地说,ERP系统是计划的制定,MES系统则是计划的执行。
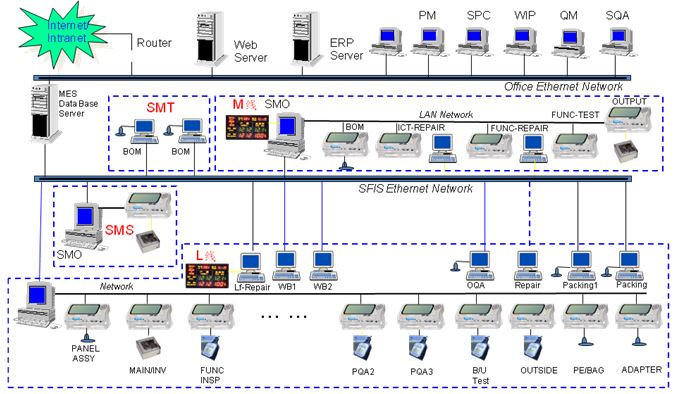
MES系统设立了独立专网,单独域控管理。在现场站位排布方面,针对从SMT—基座线—包装线的重要及必要信息收集,设计合理站位及合理的SMO主机。其应用架构方案选用Oracle 10g RAC为系统的数据库服务,整合现场执行流程,软体实施架构。
下图为MES系统硬件架构:
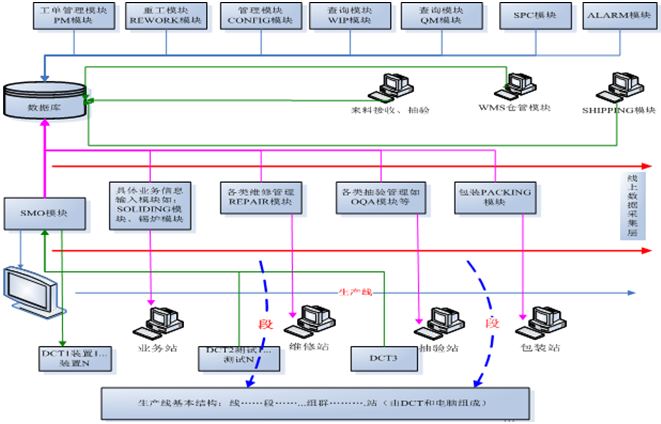
下图为MES系统软件设计架构:
三. MES系统实施情况
MES系统实施的部分包括:及时现场管理,实时资料处理,现场无纸张作业,现场资源追踪,生产状况监控,自动化设备控制,开放式数据库,互联网网页功能。
1. 电子看板(LED Board)
-
LED看板显示现场实时生产信息,并可传达管理信息,对员工进行视觉管理。
-
设定显示当前工作各工段、组长、线别及目标产量、目标直通率信息。
-
显示当前产量、直通率等各种生产信息,其他一些设置等。
2. 实时在线数据库查询( WIP )
-
对生产过程中的产品进行实时查询,迅速及时地了解生产线的生产情况,实时监控产品质量和生产效率。
-
连接至相应的数据库,显示相关时段的相应工单的基本信息、栈板信息、机台分布状况、流程及维修状况、详细部件信息等。
3. 抽检站(OQA/IPQA)
-
显示抽检后的不良机台状况。
-
记录被抽检的机台信息(包括机台序号及不良代号)。
-
显示目前此测试站状况(包括时段、此时段的通过数、此时段的不良数和站名,不良率过高时警示)。
-
当不良率过高时,可批退产品(批退信息可在“品质管理“软件中查询)。
-
软件中显示的不良机台信息可制成报表形式 。
4. 品质管理( QM )
-
实时显示生产线的不良率状况
-
实时显示不良机台的不良详情内容
-
实时显示不良机台的检修分析内容
-
实时显示抽检站的不良机台情况及各时段批退详情
5. 维修站(Repair)
-
将不良机台的序号输入可显示所属工单、机型、投入日期、到站时间及检出日期、站别、不良状况等信息。
-
可记录维修日期、不良零件、责任工程、人员代号、维修时间和维修方法等信息。
-
显示维修历史记录并予以排序,便于维修人员快速掌握情况,找到维修方法,提高业务水平。
6. 重工( REWORK)
-
针对在制品因不符合质量标准而需要重工时,指定流水号、重工流程、关键产品变更等,制定相应工单,并投入生产线,按指定流程进行重工。
7. 现场流程控制( CONFIG )
-
可设定生产线别、生产区段、生产群组、生产站别
-
可弹性设定生产报警规格
-
可弹性设定生产流程
-
可设定修改供应商列表
-
可设定修改不良现象
-
可設定修改不良原因表
-
可设定修改主零件需求表
-
使用者安全管制设定
8. 料件查询( KP-INFO)
-
追溯成品在生产过程中所使用的零件,并能向上追溯到进料的源头,向下追溯到使用同一批料件的成品涵盖数量及范围。
-
提供查询料件上料的记录。
-
提供成品序号,追溯其某一零件用料的批次,再追溯到该批次所属的收料单号(RT),并追溯其维修信息、制程信息,可归纳该批零件或收料单可能影响的半成品以及成品的工单范围及其数量。
-
提供查询总的直通率及不良原因与不良现象的对应关系。
-
根据RT单号+料号查询进料的抽验记录及该RT单在产线上的使用状况。
9. 统计制程控制 (SPC)
-
可将各站测试数据转换成SPC资料。
-
测试数据域位定义与SPC公式参数设定。
-
依照机型/版本/日期/线别/站别/输出字段绘制P-Chart、X-R Chart、Cp/Cpk Chart、Histogram、Control Chart等。
四. MES系统应用后的成效
1. 现场资料(如产量、良率、在制品数量等)快速收集整理。可及时提供内部管理阶层及客户使用。可实时掌握现场生产数量与品质状况。有效降低不良率(QM模块、OQA/IPQA模块)。
2. 资料收集计算机化﹐节省人力与纸上作业。并可避免人为差错。明确员工责任,可完全消除因错误包装配件引起客户索赔(WIP模块)。
3. 现场流程控制(Routing Control),预防发生工艺错误 ;均衡工作负荷并消除作业流程瓶颈,对各项生产资源(人力、设备等)进行优化配置(CONFIG模块)。
4. 主零件序号登入与查询作业,提供快速售后产品追溯功能,加强要求供应商改正及索赔能力(Kp-Integrated 模块)。
5. 重工(Rework)控管与查询作业,提升现场掌握能力(REWORK模块)。
6. 可利用网际网络进行远程资料查询。
7. 维修人员可快速找到维护方法﹐提升维修效率(REPAIR模块)。
8. 利用效率看板,提供现场及时视觉管理,激励员工自觉提升生产效率和质量(LED BOARD模块)。
9. 自动收集测试数据及生产设备参数,能快速掌握生产品质信息。品质资料的及时分析,做为改善工艺或零件采购之参考(SPC模块)。
PS: 更多关于MES系统详情,可通过慧都网进行查看。
以上是关于冠捷显示成功的信息化建设(MES应用案例)的主要内容,如果未能解决你的问题,请参考以下文章