求广州数控928(GSK)所有需要用到的命令代码!越详细越好 最好是举些案例说明
Posted
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了求广州数控928(GSK)所有需要用到的命令代码!越详细越好 最好是举些案例说明相关的知识,希望对你有一定的参考价值。
参考技术A 数控编程指令分为准备功能指令(G指令)和辅助功能指令(M、S、T、F指令)。G指令又分为模态指令和非模态指令,模态指令一经指定便一直有效,直到被同组的其他指令取代后失效。非模态指令指定后,只在指定的程序中有效,执行后便自行失效。下面将广州数控980TD系统常用的G指令介绍如下: G代码组别功能G00G01G02G0301快速定位直线插补顺时针圆弧插补逆时针圆弧插补G0400暂停G3201螺纹切削G40G41G4200取消刀尖半径补偿刀尖半径左补偿刀尖半径右补偿G5000恒线速控制中主轴转速上限设定G70G71G72G73G74G75G7600精加工循环轴向粗加工复合循环径向粗加工复合循环轮廓粗加工复合循环轴向切槽循环径向切槽循环复合型螺纹切削循环G90G92G9401轴向粗加工循环螺纹切削循环径向粗加工循环G96G9702恒线速控制恒转速控制G98G9903每分进给每转进给辅助功能指令(M、S、T、F指令)用来完成一些机床辅助设备的开关。如:冷却液泵的开关、主轴的正、反转等。下面将较长用的辅助功能指令介绍如下:代码功能M00程序无条件暂停M03主轴正转M04主轴反转M05主轴停转M08冷却液开M09冷却液关M30程序结束并返回程序开头S主轴速度设置T刀具及刀补选择F进给速度或螺纹导程设置2.5各指令应用格式:快速定位(G00)当使用G00进行快速定位时,刀具以各轴的最快移动速度移动到指定的位置。主要用于刀具在移动过程中无干涉的情况下,快速接近工件和远离工件。提高加工效率。指令格式:G00 X(U)_ Z(W) _;直线插补(G01)使用G01进行直线插补时,刀具从起点向终点按程序规定的速度进给。并控制起点到终点间的运动轨迹为一条直线。主要用于直线表面的切削加工。指令格式:G01 X(U)_ Z(W)_ F_;圆弧插补(G02/G03)使用G02/G03进行圆弧插补时,刀具从起点向终点按程序规定的速度进给。并控制起点到终点间的运动轨迹为程序中规定半径的圆弧。指令格式:G02/G03 X(U)_ Z(W)_ R_ F_;暂停指令(G04)使用G04暂停指令,可以推迟下一个程序段的执行,推迟时间的长短在程序中设定。指令格式:G04 P_;(单位:0.001秒)或者G04 X_;(单位:秒) 或者G04 U_;(单位:秒) 螺纹切削(G32)指令格式:G32 X_ Z_ F_;(公制螺纹)F代表螺纹导程 G32 X_ Z_ I_;(英制螺纹)I代表每英寸螺纹的牙数恒线速控制中主轴转速上限设定(G50)主要用于恒线速切削时,限制主轴的最高转速。通常和恒线速控制G96共同使用。指令格式:G96 S_; S代表线速度G50 S_; S代表允许的主轴最高转速精加工循环(G70)用于对零件进行精加工。指令格式:G70 P_ Q_ F_; P代表精加工循环起始段号 Q代表精加工循环结束段号 F代表精加工进给速度轴向粗加工复合循环(G71)用于对零件的外圆或内孔进行粗加工。指令格式:G71 U_ R_ F_; G71 P_ Q_ U_ W_;U代表单面背吃刀量;R代表退刀量;F代表进给速度;P、Q的含义与G70相同;U、W为精加工余量;径向粗加工复合循环(G72)主要用于对盘类零件进行粗加工。指令格式:G72 W_ R_ F_; G72 P_ Q_ U_ W_;W代表背吃刀量;其他含义同上;轮廓粗加工复合循环(G73)主要用于对以铸造成型的工件进行粗加工。指令格式:G73 U_ W_ R_ F_; G73 P_ Q_ U_ W_;U代表工件单面最大切除余量;W代表工件轴向最大切除余量;其他含义同上; 轴向切槽循环(G74)主要用于端面槽或孔的加工。指令格式:G74 R_; G74 X_ Z_ P_ Q_ R_ F_;X、Z代表槽或孔的终点;P代表每次切完一个槽宽后,沿X方向的移动距离,应小于刀宽。Q代表每次Z方向的切入深度。R代表切到槽底后沿X方向的移动距离,为避免打刀,建议取“0”。F代表进给速度;径向切槽循环(G75)主要用于径向切槽或钻孔加工。指令格式:G75 R_; G75 X_ Z_ P_ Q_ R_ F_;含义同上;复合型螺纹切削循环(G76)主要用于螺纹的粗加工和精加工。指令格式:G76 P___ Q_ R_; G76 X_ Z_ P_ Q_ R_ F_;P共由3位参数组成,第1位代表精加工次数,第2位代表退尾倒角宽度,第3位代表螺纹刀尖角度;Q代表粗加工最小背吃刀量;R代表精加工余量;X、Z代表螺纹终点坐标;P代表牙深;Q代表粗加工最大背吃刀量;R代表螺纹起点与终点的半径差;F代表螺纹导程;轴向粗加工循环(G90)用于对工件轴向进行粗加工;指令格式:G90 X_ Z_ R_F_;R代表锥度;F代表进给速度,其余同上;螺纹切削循环(G92)用于螺纹的加工;指令格式:G92 X_ Z_F_;F代表导程;其余同上;径向粗加工循环(G94)用于对工件径向进行粗加工;指令格式:G94 X_ Z_ F_;F代表进给速度,其余同上; 参考技术B 阿达数控机床G-Code在线仿真器
G-code是 CNC(计算机数控)机床的编程语言。G-code指的是Geometric Code,即几何代码。我们使用这种语言告诉机器做什么或怎么做某事。G-code命令指示机器移动位置、移动速度以及要遵循的路径。对于数控机床而言,切割刀具由这些G-code命令驱动,按特定的路径切割材料以获得所需的形状。类似的,对于 3D 打印机,G-code命令指示机器将材料层层沉积,形成精确的几何形状。

数控机床G-Code在线仿真器能够仿真执行你的G-Code代码,帮助你在发送到数控机床/3D打印机之前就发现可能存在的问题。
使用很简单,在左侧的G-Code编辑器中输入你的G-Code代码,然后点击【执行仿真】按钮,就可以在右边的3D视图和2D视图中看到G-Code代码执行的效果。
Tips:可以使用 Ctrl+A 全选G-Code代码,按 Delete 删除全部内容,然后拷贝进去你的G-Code代码。
例如,下面是一个生日快乐G-Code的仿真效果:
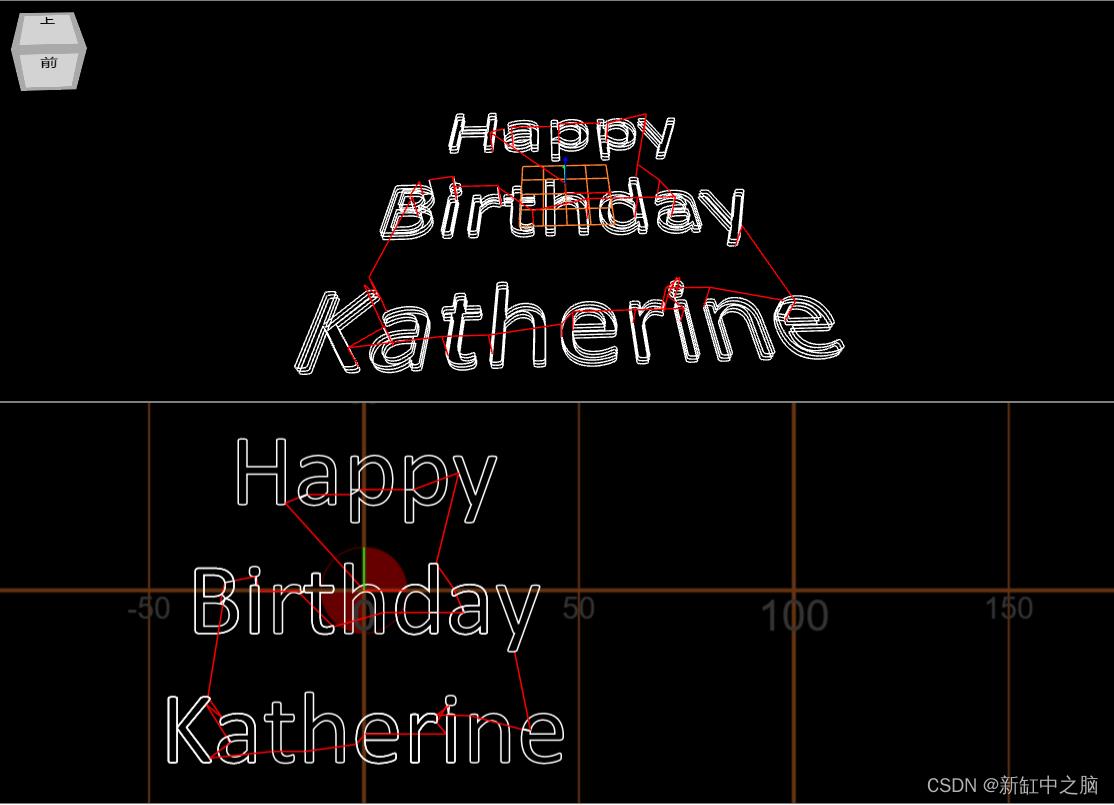
仿真执行后,除了显示G-Code的执行效果,也会给出执行时间和X/Y/Z边界信息。例如对于上面的G-Code示例,可以看到实际执行时间为10分10秒:

原文链接:G-Code在线仿真器 — BimAnt
以上是关于求广州数控928(GSK)所有需要用到的命令代码!越详细越好 最好是举些案例说明的主要内容,如果未能解决你的问题,请参考以下文章