机器视觉——光源选型
Posted QtHalcon
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了机器视觉——光源选型相关的知识,希望对你有一定的参考价值。
一套视觉检测系统主要包括图像采集模块和图像处理模块,而图像采集模块主要由工业相机、镜头以及光源组成。
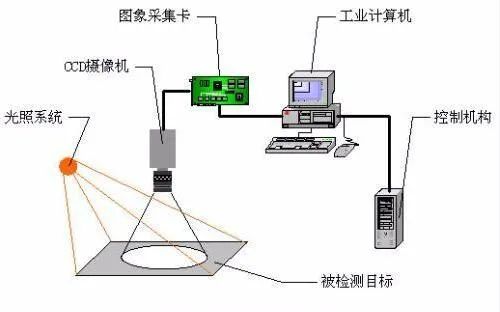
图像是机器视觉处理问题的核心,光源是决定图像质量的重要因素。
机器视觉中的光源的作用主要有:
-
照亮目标,提高亮度;
-
形成有利于图像处理的成像效果,降低视觉检测系统的复杂度及对 图像处理算法的难度;
-
克服环境光的干扰,保证图像稳定性;
-
用作测量的工具或参照物。
一、光源颜色
1.1 颜色的作用
在工业实际运用中,由于不同工件和材料对不同光源颜色吸收程度是不一样的,要达到的效果不同,检测的项目不同对光源颜色的需求也是不一样的,所以选择一个正确的光源很重要。
1.2 光的颜色
能匹配出所有颜色的三种颜色称为三原色。RGB又称色光三原色(加色法原理),即红(Red)、绿(Green)、蓝(Blue)。
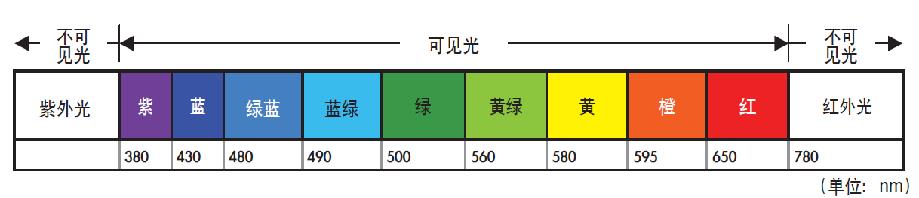
不同波长的光线呈现不同的颜色。波长决定特定颜色的特征。不同颜色光源的特点如下:
| 颜色类型 | 特点 |
| 白色光源 | 白色光源通常用色温来界定,色温高的颜色偏蓝色(冷色,色温>5000K),色温低的颜色偏红(暖色,色温<3300K),界于3300与5000K之间称之为中间色,白色光源适用性广,亮度高,特别是拍摄彩色图像时使用更多。 |
| 蓝色光源 | 波长范围在430-480之间,广泛用于金属材质的产品,如钢轨,冷轧带钢,船舶加工件、手机外壳等。 |
| 红色光源 | 红色光源的波长通常在600-720之间,其波长比较长,可以透过一些比较暗的物体,例如底材黑色的透明软板孔位定位、绿色线路板线路线路检测,透光膜厚度检测等,采用红色光源更能提高对比度。 |
| 绿色光源 | 绿色光源波长510-530,界于红色与蓝色之间,主要针对产品:红色背景产品,银色背景产品(如钣金,车加工件等)。 |
| 红外光 | 红外光的波长一般为780-1400,大多采用940波长的红外光,红外光属于不可见光,其透过力强。一般LCD屏检测、视频监控行业应用比较普遍; |
| 紫外光 | 紫外光的波长一般为190-400,主要采用385波长的紫外光,其波长短,穿透力强,主要应用于证件检测、触摸屏ITO检测、布料表面破损、点胶溢胶检测等方面,金属表面划痕检测等; |
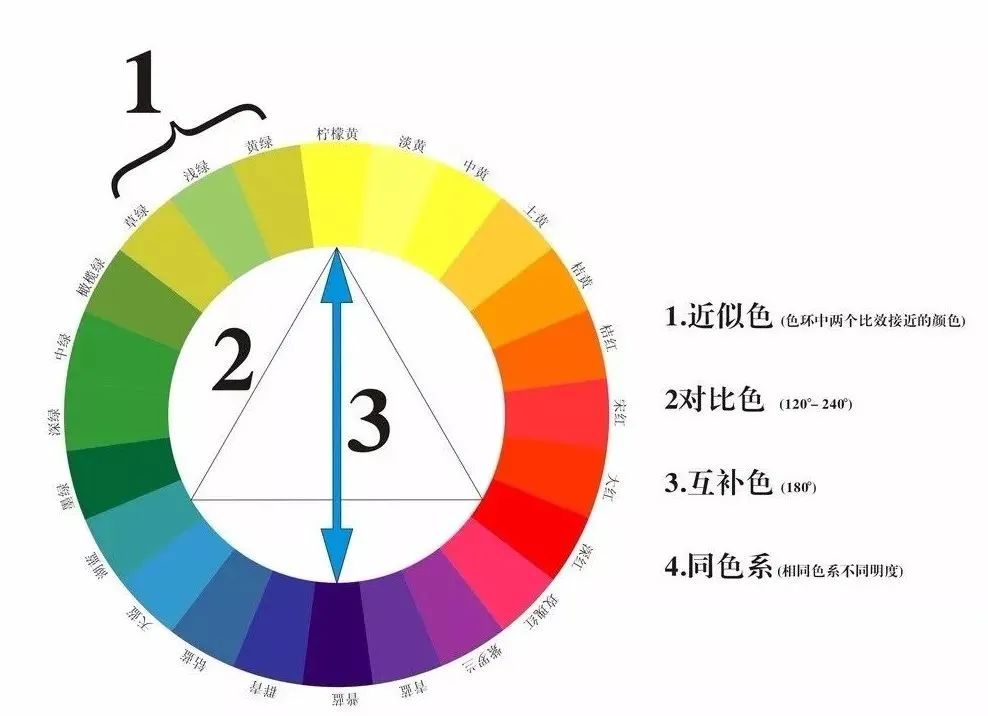
1.3 颜色的互补与对比
为了方便应用,可以把可见光波段的颜色首尾相接组成一个圆环,也就是所谓的色环。色环中距离比较近的颜色为相近色或者相邻色,关于圆环中心对称的为互补色,离的比较远的为对比色。
在光照环境中,使用与物体本色相邻或相同的颜色照射,物体在图像中的亮度会相对比较高;反之,如果使用对比色光照,则会使物体在图像中显得比较暗。
二、光源分类1
光源从大类上可分为普通自然光和人造光源,由光照强度、色温及光源的几何形状来描述。在不锈钢表面缺陷检测系统中,为使采集到的图像达到高质量的要求,需要依据待检测目标的颜色、材质和形状,考虑所需光源的强度、光路和光谱等特性。在实际应用中,应优先选择明场照明方式,从而可以抑制自然光源及外界环境的干扰。
常用光源对比如下:
| 类型 | 光效(lm/W) | 平均寿命/(h) | 色温/K | 特点 |
| 卤素灯 | 12~24 | 1000 | 2800~3000 | 发热量大,价格便宜,形体小 |
| 荧光灯 | 50~120 | 1500~3000 | 3000~6000 | 价格便宜,适用于大面积照射 |
| LED灯 | 110~250 | 100000 | 全系列 | 功耗低,发热小,使用寿命长,价格便宜,使用范围广 |
| 氙灯 | 150~330 | 1000 | 5500~12000 | 光照强度高,可连续快速点亮 |
| 激光 | 50000 | 全系列 | 具有良好的方向性、单色性与相干性 |
其中,LED光源具有发热少、功耗低、寿命长、光谱范围宽、发光强度高等优点,且可组合多样化的外形。因此,常使用LED作为照明光源。
三、光源分类2
从光照方式可以分为以下几类。
3.1 环形光源

环形光提供不同照射角度、同颜色组合,更能突出物体的三维信息。光出射角度值在0°~90°
0°~45°为低角度环形光源,目前应用案例包括玻璃灰尘划痕检测,金属外框划痕检测、光滑表面的划痕、破损检测以达到突显物体轮廓及划伤,破损的效果。
60°~90°光出射角度集中照射被测物表面,突显物体的表面对不同特性,应用案例有:电感锡面检测,字符检测,不同数据接口的pin针检测,以及平面喷码检测。

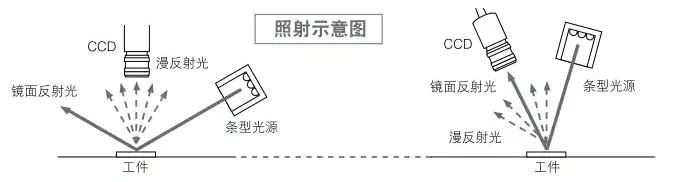
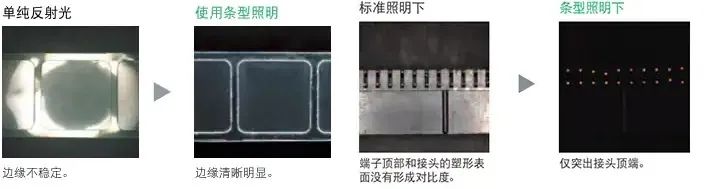
3.2 条形光源

条形光源可对长尺区域进行均匀照射,同时通过角度改变可以完成多种照明效果。比如安装为斜向照射,以漫反射光进行拍摄、辨别,从而避免产生引起光晕的镜面反射光。此外,还可将 CCD 与照明呈相同角度倾斜,以获取镜面反射光,从而突显出刻印等的边缘成分。
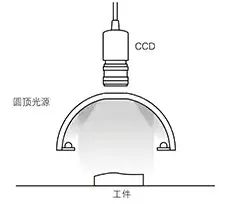
3.3 球形光源

光线经过球面漫射板反射之后,光滑,均匀的照射在被测物体上,适用于被测物表面起伏不平,反光的物体。应用案例进行曲面,表面凹凸,弧形检测。金属,玻璃反光较强的表面检测。

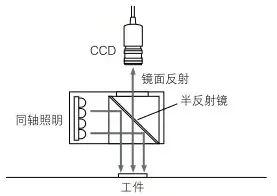
3.3 同轴光源

突出特点是具备高对比度,在检测镜面、光泽面或希望以光泽差异进行辨别时非常有效。
同轴光源从侧面将光线发射到半反射镜上,反射镜再将光线反射到工件上。镜面反射光可以返回到 CCD,而工件表面如刻印伤痕等凹凸不平的部分产生的漫反射光则不能接受到。这样就使得工件的边缘点形成了对比度。而且,来自工件的光线越远,不能接受到的漫反射光就越多,形成更大的图像对比度和清晰度。

3.4 点光源

可以实现小范围高亮度照明,采用独特的聚光效果(导光柱)实现均匀的照射。应用利于包括液晶玻璃线路检测,玻璃表面划痕检测,插头底部字符检测。
通常和远心镜头配合,作平行光源使用。

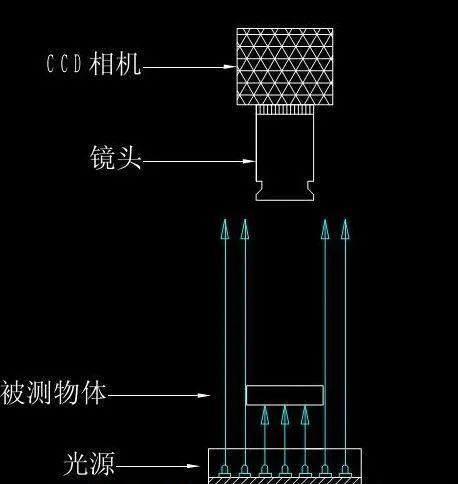
3.5 背光源

光源位于相机和工件之间,使用正面打光,通过获取工件表面的反光而获得工件的表面信息。
背光源与通用照明的不同之处是:通常情况下使用时工件位于背光和镜头之间,通过工件阻挡光线通过,获取工件的轮廓信息。
四、光源选型
选择合适的光源,有以下几步:
明确要检测或者测量的目标,并且测试样品要丰富,要有不同种类的完好样品及问题样品,尽可能的让样品出现所有的问题,特别是要有最难检测实际有问题的样品。
了解产品特性,包括产品大小、形状、纹理和颜色等。分析目标与背景的区别,找出两者之间最可能差异大的光学现象,确定工业相机、光源、被测物的空间结构关系;
根据光源与目标之间的配合关系,初步确定合适的光源发光类型;
要多款备用测试光源,LED光源常见的几大类,以及不同的颜色都要有。拿实际光源测试,以确定满足要求的打光方式。在测试中也要考虑光源的安装空间大小问题。
最终选择合适的光源。

以上是关于机器视觉——光源选型的主要内容,如果未能解决你的问题,请参考以下文章