数控机床CNC编程入门G-code
Posted 新缸中之脑
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了数控机床CNC编程入门G-code相关的知识,希望对你有一定的参考价值。
如果你的工作或爱好与数控机床(CNC)或 3D 打印机相关,那么了解 G -code是什么以及其工作原理对于你就很重要。在此教程中,我们将学习 G -code语言的基础知识以及常见的 G-code命令,并且解释这些G-code命令的工作原理。
1、什么是 G-code?
G-code是 CNC(计算机数控)机床的编程语言。G-code指的是Geometric Code,即几何代码。我们使用这种语言告诉机器做什么或怎么做某事。G-code命令指示机器移动位置、移动速度以及要遵循的路径。
对于数控机床而言,切割刀具由这些G-code命令驱动,按特定的路径切割材料以获得所需的形状。
类似的,对于 3D 打印机,G-code命令指示机器将材料层层沉积,形成精确的几何形状。
2、如何阅读 G-code命令?
当你初次看到一个G-code文件时,可能看起来相当复杂,但它实际上并不难理解。
如果仔细查看代码,可以看到大多数代码行有相同的结构。看起来 G-code的"复杂"部分主要是数字部分,而这些数字就是笛卡尔坐标。
让我们来看看其中的一行代码,并解释它是如何工作的。
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
该行具有以下结构:
G#x##Y#Z## F##
- 首先是G-code命令,在上例中就是G01,意思是"直线移动到特定位置"。
- 我们声明要移动到的位置的X、Y和 Z坐标。
- 最后,利用F值我们设置进给率,也就是执行移动的速度。
总结一下,代码G01 X247.951560 Y11.817060 Z-1.000000 F400.000000要求数控机床从当前位置直线移动到坐标 X247.951560、Y11.817060 和 Z-10000000,速度为 400 mm/min。
注意单位为 mm/min,因为在前面的 G-code示例中,我们使用了将单位设置为毫米的命令 G21。如果想要以英寸为单位,可以使用G20命令代替。
3、常见的G-code命令
现在我们了解了如何阅读一行 G-code 代码,接下来可以学习最重要或常用的 G-code命令。我们将通过几个示例了解每个G-code命令的工作原理,到本教程结束时,我们将能够充分了解 G-code的工作原理、阅读方式、修改方式,并能够编写自己的 G-code程序。
3.1 G00–快速定位
G00命令以最大速度将机器从当前位置移动到指定的坐标。机器将同时移动所有轴,以便同时完成行程。结果是直线移动到新的位置点。
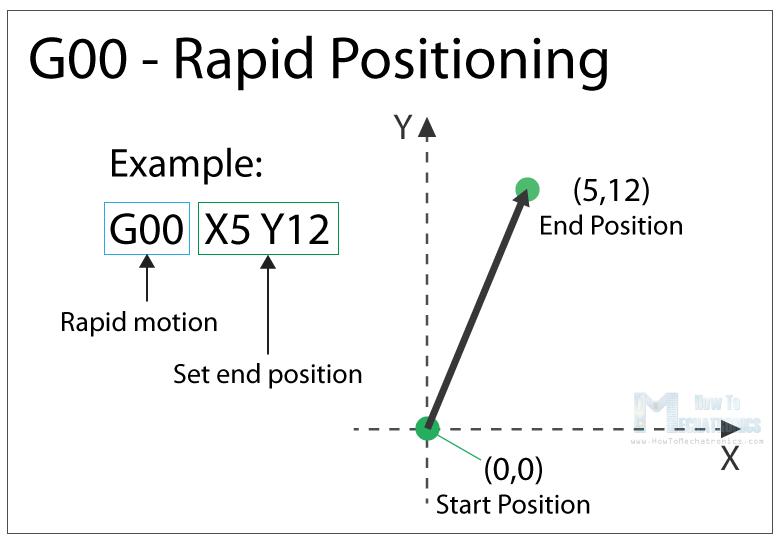
G00 是一种非切割运动,其目的是将机器快速移动到所需的位置,开始某种工作,如切割或打印。
3.2 G01–线性插值
G01 命令指示机器以设定速度直线移动。我们用X、Y和Z值指定最终位置,用F值指定速度。CNC控制器计算(插值)要经过的中间点的坐标,以获得直线。虽然这些 G-code命令简单、直观并容易理解,但背后是CNC控制器每秒执行数千次计算,以便进行这些移动。
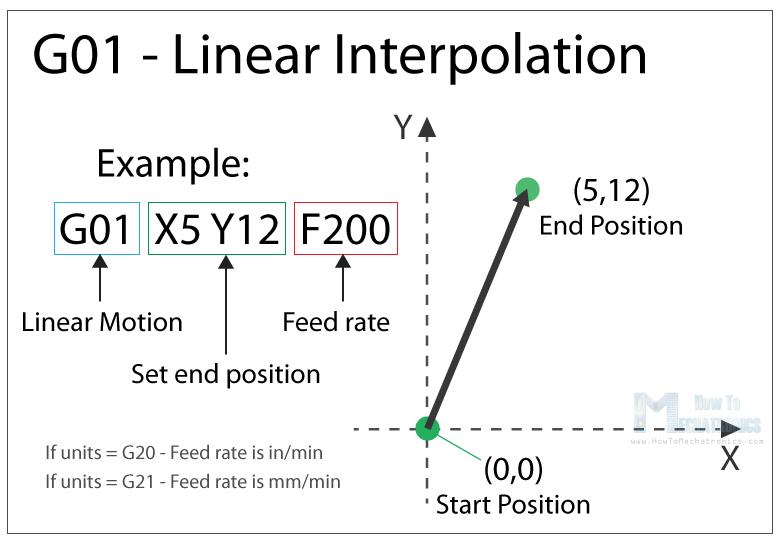
与仅用于定位的 G00 命令不同,G01 命令在机器执行主要任务时使用。例如机床直线切割材料,或3D打印机
直线挤出材料。
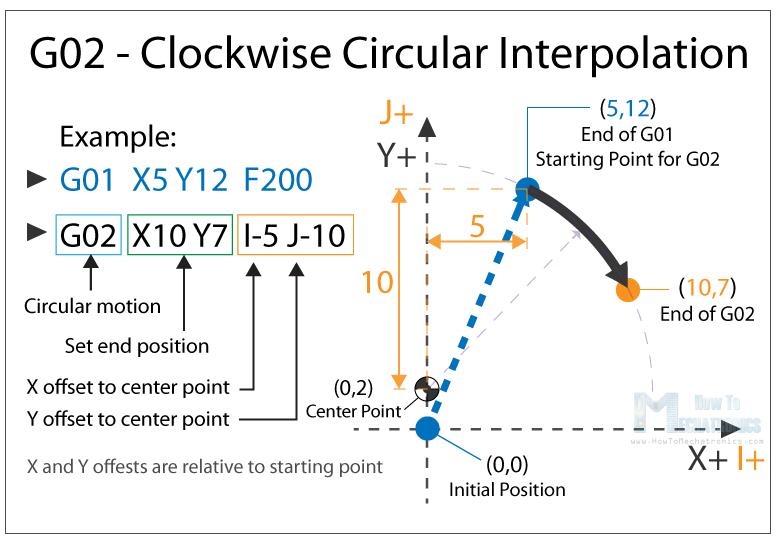
3.3 G02–顺时针环形插值
G02命令要求机器以圆形模式顺时针移动。它与 G01 命令的概念相同,在执行适当的加工过程时使用。除了终点参数,在这里我们还需要定义旋转中心,或弧线起点与弧线中心点的距离。起点实际上是上一个命令的终点或当前点。
为了更好地了解,我们将在上一个示例中的 G01 命令之后添加 G02 命令。
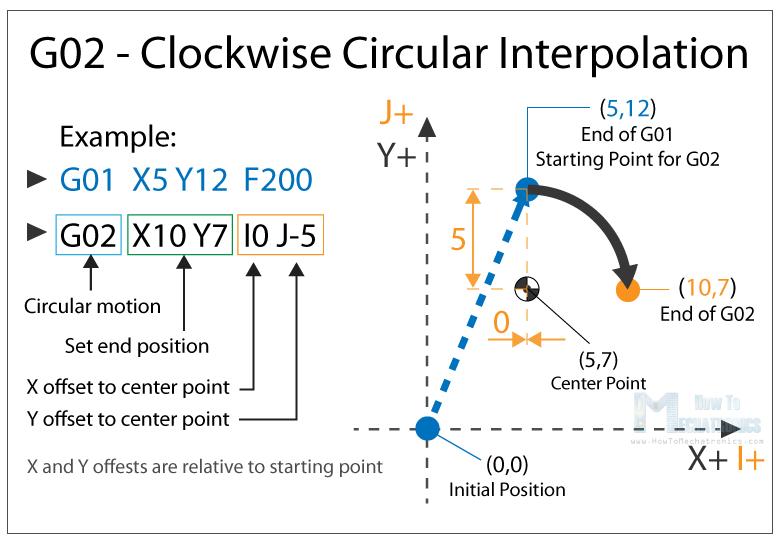
因此,在示例中,首先我们用G01 命令将机器移动到 X5、Y12 点。现在,这将是G02命令的起点。通过 G02 命令的 X 和 Y 参数,我们设定了终点。现在,为了通过圆形运动或弧线到达终点,我们需要定义其中心点。我们使用 I 和 J 参数来做到这一点。I 和 J 的值相对于始发点或上一个命令的终点。因此,要获得 X5 和 Y7 的中心点,我们需要沿 X 轴进行0的偏移,沿 Y 轴进行-5的偏移。
当然,我们可以在其他地方设置中心点,这时将得到一个不同的弧线,并在同一终点结束。下面是一个例子:
因此,在这里,我们仍然有上一个例子相同的终点即(X10,Y7),但中心点现在处于不同的位置(X0,Y2)。
因此我们得到了一个更宽的弧线。
3.4 G00、G01、G02 示例 – 手动 G 代码编程
让我们来看看一个简单的数控铣削示例,使用这三个主要的 G-code命令,G00,G01 和 G02。
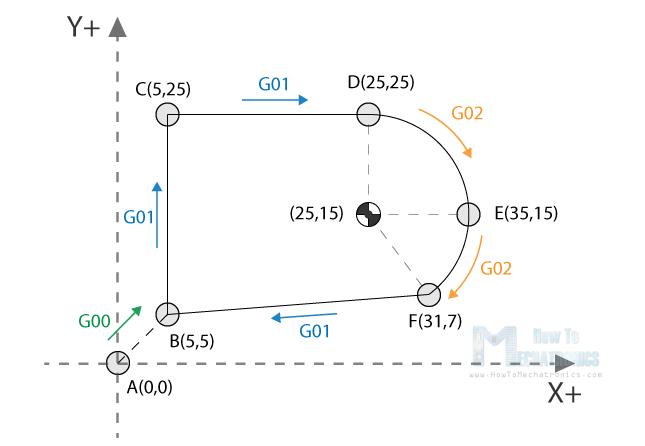
要获取上图所示形状的路径,我们需要遵循 G 代码命令:
G00 X5 Y5 ; point B
G01 X0 Y20 F200 ; point C
G01 X20 Y0 ; point D
G02 X10 Y-10 I0 J-10 ; point E
G02 X-4 Y-8 I-10 J0 ; point F
G01 X-26 Y-2 ; point B
第一个G00命令迅速将机器从其初始位置带到 B 点 (5,5)。从这里开始,我们使用G01命令以 200 的馈送速率"切割"。我们可以在这里注意到,要从 B 点 (5,5) 到 C 点 (5,25),我们使用 X 和 Y 相对于起点 B 点的值。因此,Y方向的+20个单位将让我们指向C点(5,25)。实际上,这取决于我们将坐标解释为绝对还是相对。我们将在稍后部分解释这一点。
一旦我们到达点 C (5,25),就用另一个 G01 命令到达点 D (25,25)。然后,我们使用 G02 命令(圆形运动)到达 E 点(35,15),中间点 为(25,15)。实际上,对于下一个 G02 命令,我们有相同的中心点 (25,15),以达到点 F (31,7)。但是应该注意,I 和 J 参数与以前的命令不同,因为我们从最后一个终点或点 E 中抵消了中心。我们用另一个 G01 命令完成整个路径,该命令将我们从 F 点 (31,7) 返回到 B 点 (5,5)。
上面就是我们为制作这个形状编写的G-code程序。不过需要注意,这不是一个完整的G-code程序,因为其中还缺少几个更基本的命令。我们将在后面的示例中编写完整的 G-code程序。
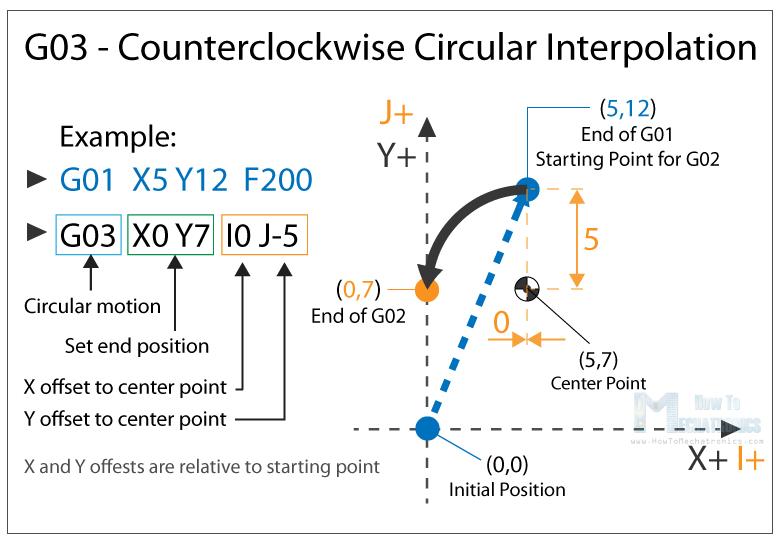
3.5 G03–逆时针环形插值
与 G02 一样,G03 命令指示机器以圆形模式移动,区别在于G03是逆时针运动。所有其他功能和规则与 G02 命令相同。
利用这三个主要的 G-code命令,G01 、G02和G03,理论上我们可以生成任意形状的路径。你现在可能想知道这怎么可能,但这实际上对于计算机和CAM软件实在是一个简单任务。是的,我们确实有时可以手动制作 G-code程序,但大多数时候,我们使用更简单、更安全的软件来生成G-code程序。
不管怎么样,接下来继续解释常用的命令,并在教程结束前实现一个真正的G-code例子。
3.6 G20/G21 – 单位选择
G20 和 G21 命令定义 G-code单位,英寸或毫米。
- G20 = 英寸
- G21 = 毫米
我们需要注意,必须在程序的开头设置单位。如果没有指定单位,CNC将考虑前一个程序设置的默认值。
3.7 G17/G18/G18 – 工作面选择
通过这些 G-code命令,我们选择机器的工作平面:
- G17–XY平面
- G18–XZ平面
- G19–YZ平面
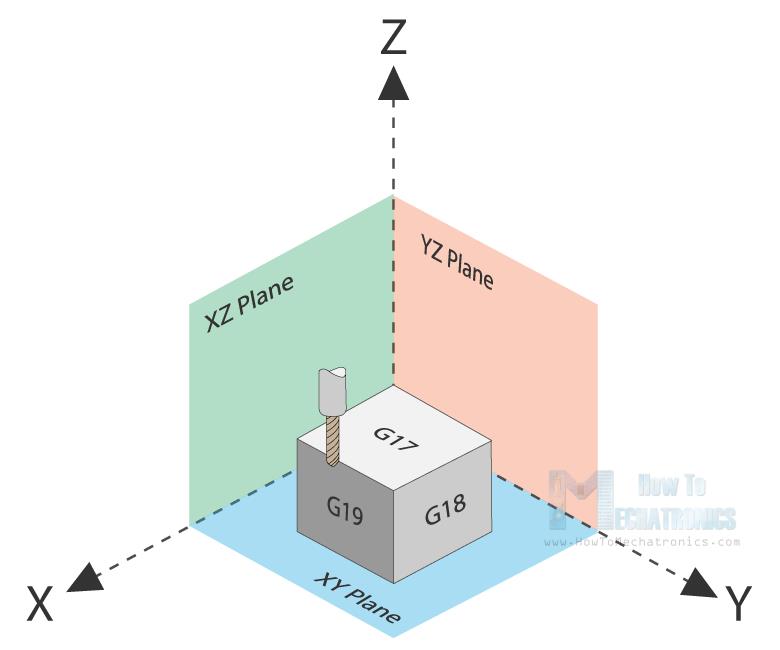
对于大多数数控机器来说默认是G17,但其他两个也可以用于实现特定运动。
3.8 G28–返回home
G28命令要求机器将移动到其参考点或home位置。为了避免碰撞,我们可以包括一个带有 X、Y 和 Z 参数的中间点。该工具将在转到参考点之前通过该点。 G28 X##Y##Z##
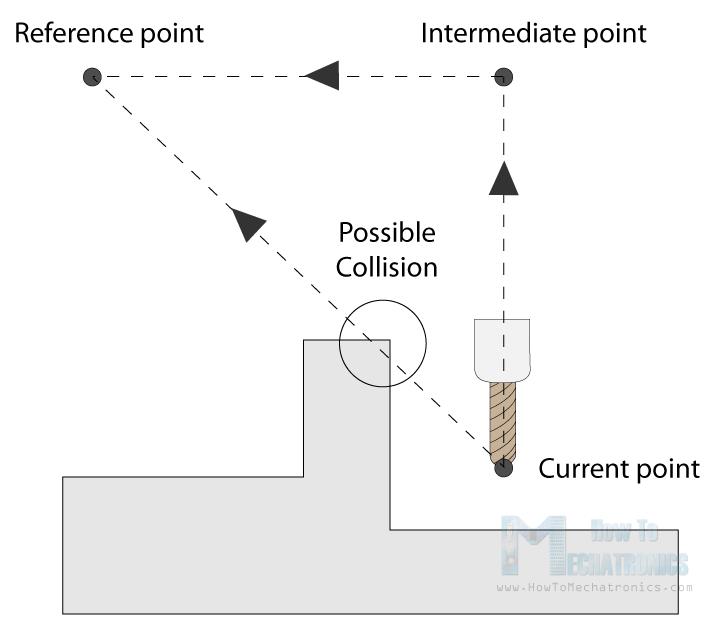
home位置可以用命令G28.1 X# Y # Z # 定义。
3.9 G90/G91 – 定位模式
使用 G90 和 G91 命令,我们告诉机器如何解析坐标值。G90为绝对模式,G91为相对模式。
在绝对模式下,工具的定位始终相对于绝对点或零点。因此,命令G01 X10 Y5将移动到精确点 (10,5),无论以前的位置如何。
在相对模式下,工具的定位相对于最后一点。因此,如果机器当前处于点 (10,10),命令G01 X10 Y5 将工具指向点 (20,15)。此模式也称为"增量模式"。
3.10 更多命令和规则
我们上面解释的 G-code命令是最常见的命令,但还有更多命令,如切割机补偿、缩放、工作坐标系统等。
除了 G-code之外,还需要M-code命令来生成真正完整的G-code程序。以下是一些常见的 M-code命令:
- M00–程序停止
- M02–程序结束
- M03–主轴打开–顺时针
- M04–主轴打开–逆时针
- M05–主轴停止
- M06–工具更改
- M08–启用Flood Colant
- M09–禁用Flood Colant
- M30 – 程序结束
3D 打印机的额外命令:
- M104–启动挤出加热
- M109–等到挤出器到达T0
- M140–开始底板加热
- M190–等到底板到达T0
- M106–设置风扇速度
其中一些命令需要适当的参数。例如,当用M03命令打开主轴时,我们可以使用 S 参数设置主轴速度。因此,M30 S1000将以 1000 RPM 的速度打开主轴。
我们还可以注意到,许多代码是模态的,这意味着它们一直有效,直到取消或被另一个代码取代。例如,假设我们有一个线性切割运动G01 X5 Y7 F200代码。如果下一个动作还是是线性切割,我们可以直接键入 X 和 Y 坐标,而无需在前面写 G01。
G01 X5 Y7 F200
X10 Y15
X12 Y20
G02 X5 Y5 I0 J-5
X3 Y6 I-2 J0
这同样适用于馈送速率参数 F。除非想改变它的值,否则不必将其包含在每行中。
在某些 G-code文件中,你还可以在命令前面看到"N##",这是对代码行或块的编号,有助于在大型程序中出现错误时识别特定的代码行。
4、G-code程序示例
在学习了上面的内容之后,现在我们能够手动制作一个真实的G-code程序了。下面是一个示例:
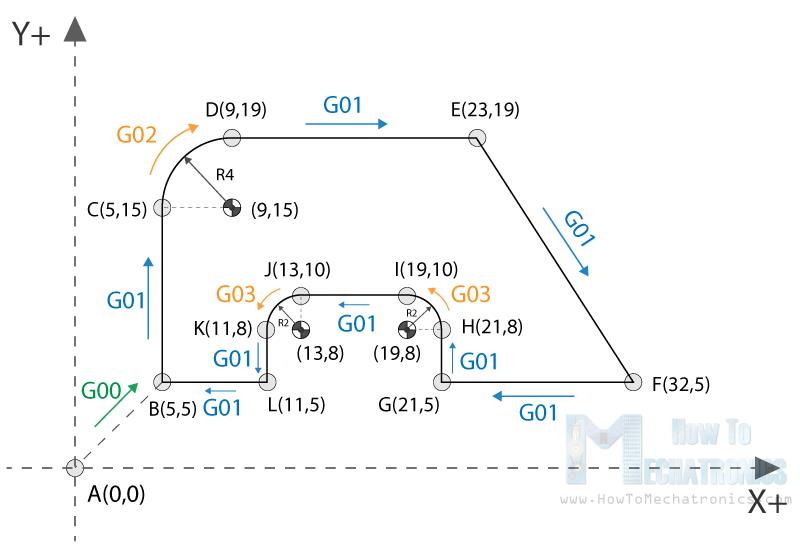
%
G21 G17 G90 F100
M03 S1000
G00 X5 Y5 ; point B
G01 X5 Y5 Z-1 ; point B
G01 X5 Y15 Z-1 ; point C
G02 X9 Y19 Z-1 I4 J0 ; point D
G01 X23 Y19 Z-1 ; point E
G01 X32 Y5 Z-1 ; point F
G01 X21 Y5 Z-1 ; point G
G01 X21 Y8 Z-1 ; point H
G03 X19 Y10 Z-1 I-2 J0 ; point I
G01 X13 Y10 Z-1 ; point J
G03 X11 Y8 Z-1 I0 J-2 ; point K
G01 X11 Y5 Z-1 ; point L
G01 X5 Y5 Z-1 ; point B
G01 X5 Y5 Z0
G28 X0 Y0
M05
M30
%
G-code程序的说明:
- 代码初始化。此字符(%)始终在程序的开头和结束时存在。
- 安全线:设置程序参数,如公制系统(毫米为单位)、XY平面、绝对定位、100英寸/分钟的进给率。
- 以 1000 RPM 的速度顺时针旋转。
- 快速定位到 B (5,5)。
- 在同一位置控制运动,但将工具降低到-1。
- 线性切割运动位置 C (5,15)。
- 顺时针圆形运动到点 D (9,19),中心点为 (9,15)。
- 线性切割到点 E (23,19)。
- 线性切割到点 F (32,5)。
- 继续直线切割到点G(21,5)。
- 继续直线切割到 H 点 (21,8)。
- 逆时针圆形插值到位置 I (19,10),中心点为 (19,8)。
- 线性切割到点 J (13,10)。
- 逆时针圆形切割到位置 K (11,8),中心点为 (13,8)。
- 线性切割到位置 L (11,5)。
- 最终线性切割运动到位置 B (5,5)。
- 抬起工具。
- 返回home。
- 主轴关闭。
- 主程序结束。
以下是此代码在Universal G-code Sender软件中准备发送到我们的 CNC:
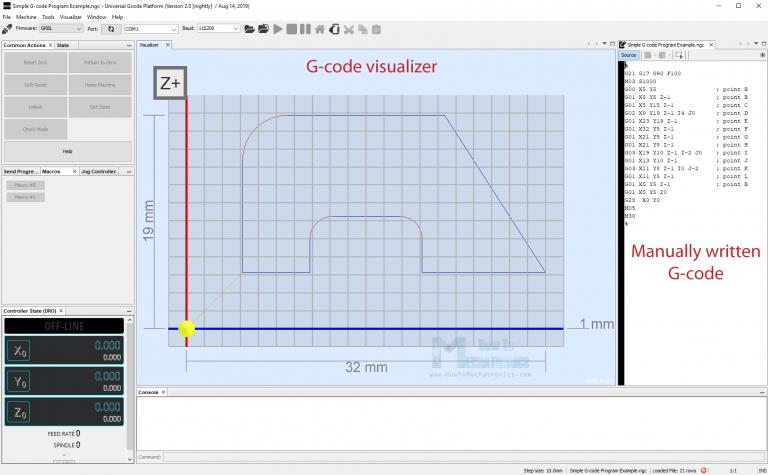
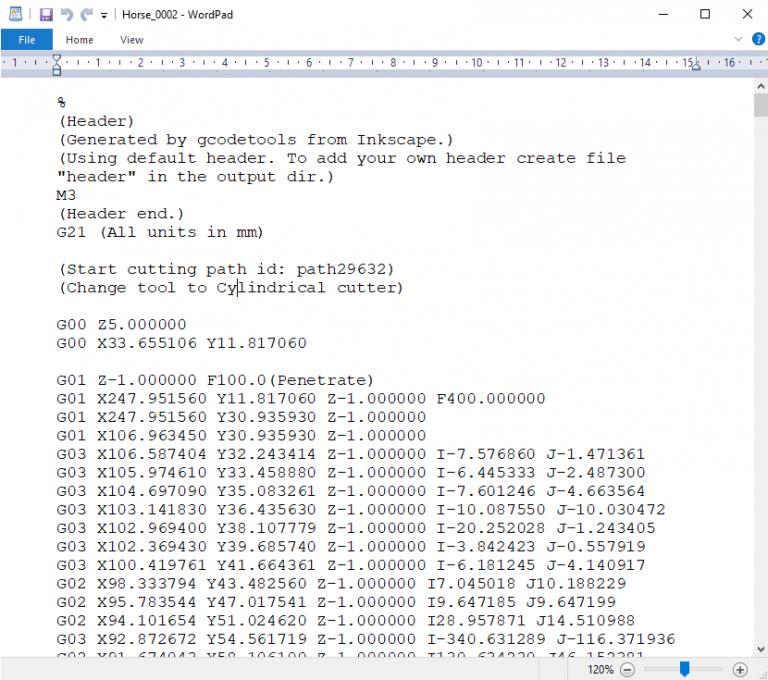
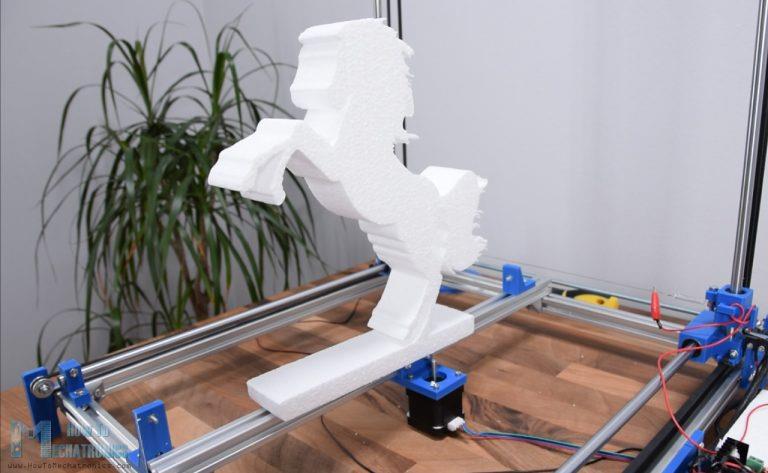
因此,使用上述解释的这些主要 G-code命令,我们编写了完整的 G-code程序。当然,这个例子很简单,对于更复杂的形状,我们肯定需要使用CAM软件。下面是一个切割马形的复杂 G-code程序的示例:
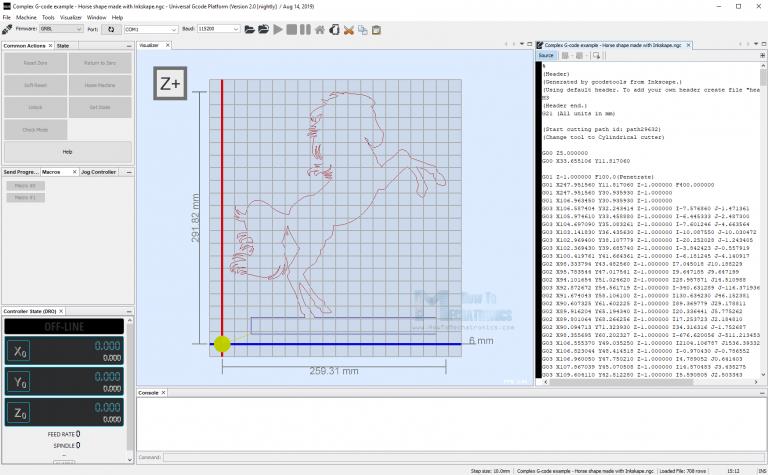
上述代码有大约 700 行,但是是用Inkscape自动生成的。结果如下:
以上是关于数控机床CNC编程入门G-code的主要内容,如果未能解决你的问题,请参考以下文章
学会这几点,成为CNC数控编程高手并不难,建议初学者认真阅读!
模具分几种?cnc也是模具吗?数控也是吗?想学做cnc编程,望前辈给点意见!
全自动设备管理系统CNC管理系统机床管理系统CNC设备点检系统CNC机床设备报修系统机床报修系统