装配精度与装配尺寸
Posted 码丽莲梦露
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了装配精度与装配尺寸相关的知识,希望对你有一定的参考价值。
1 概述
在制造行业的产品设计、工艺规划设计、零部件加工和装配、技术测量等工作中,除了需要进行运动、强度和刚度等计算外,还必须进行几何精度的分析和计算(即精度设计),以确定机器零部件的尺寸公差和形位公差,其目的是为了:
保证产品质量——>>保证机器顺利装配——>满足预定的功能要求
应用尺寸链理论,可以经济合理地确定构成机器、仪器等有关零件、部件地几何精度,以获得产品地高质量、低成本和搞生产率。
装配:按规定的技术要求,将零件、组件和部件进行配合和联接,使之称为半成品或成品的工艺过程称为装配
部装:把零件、组件装配成部件的过程称为部装
总装:把零件、组件和部件装配成产品的过程称为总装
1.1 装配精度与零件精度的关系
机器的质量是通过装配质量最终得以保证的,装配工艺方法对保证机器的质量有着很重要的作用。
如果装配不当,即使零件的加工质量很高,仍可能出现不合格品
相反,即使零件的加工质量不是很高,但在装配时采用了合适的工艺方法,依然可能使产品达到规定的精度要求
产品的质量取决于:
(1)产品结构设计的正确性
(2)组成产品的各零件的加工质量
(3)装配质量和装配精度
1.1.1影响装配精度的因素
(1)零件的加工精度
(2)零件之间的配合要求和接触质量
(3)零件的变形
(4)旋转零件的不平衡
2装配尺寸链的基本概念及其特征
机器装配过程中,由相关零件的尺寸或相互位置关系所组成的尺寸链,称为装配尺寸链
装配尺寸链的特点:
(1)各组成部分属于不同的零件或部件
(2)封闭环使装配要保证的装配精度或者技术要求
2.1 装配尺寸链的建立
(1)看图:看清装配关系,找到各零件的装配基准
(2)明确装配要求——>>封闭环要求
(3)查找组成环:从封闭环起:顺其两头查,直至两头封闭或从一头查到另一头
(4)遵守最短路线原则:组成环数等于相关零件数,即一件一环
2.2 尺寸链的定义及特点
尺寸链:在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。

环:列入尺寸链中的每一个尺寸称为环
封闭环:尺寸链中在装配过程或加工过程后自然形成的一环,称为封闭环,
组成环:尺寸链中对封闭环有影响的全部换,称为组成环
增环:尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。
补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
2.3 装配尺寸链、零件尺寸链和工艺尺寸链
装配尺寸链:全部组成环为不同零件设计尺寸所形成的尺寸链。如下图所示:
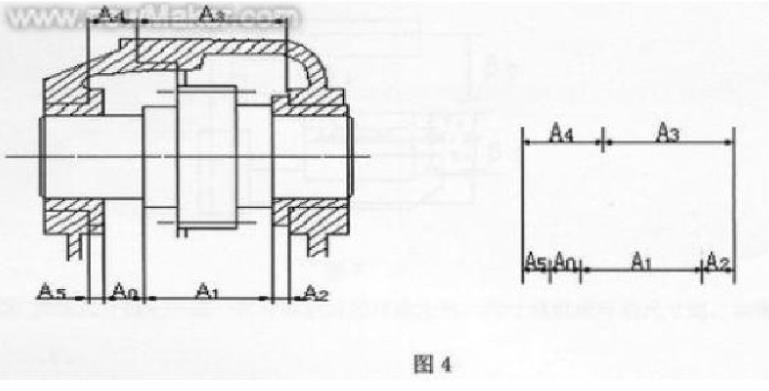
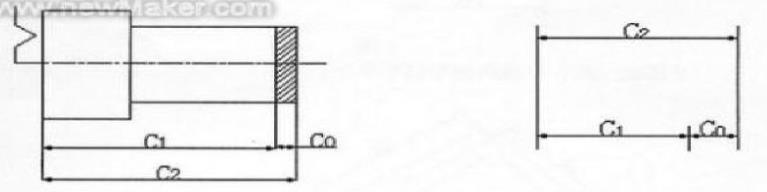
零件尺寸链:全部组成环为同一零件设计尺寸所形成的尺寸链。

工艺尺寸链:全部组成环为同一零件工艺尺寸所形成的尺寸链。工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
2.4 尺寸链算法
2.4.1分析确定增环及减环
法一:用增环及减环的定义(组成环中的某类环的变动引起封闭环的同向变动为增环,引起封闭环的反向变动为减环)确定。
法二:用”箭头法“确定:先从任一环起画单向箭头,一个接一个的画,包括封闭环,直到最后一个形成闭合回路,然后按箭头的方向判断,凡是与封闭环箭头同向的为增环,反向的为减环。

2.4.2 求封闭环的基本尺寸
封闭环的基本尺寸=所有增环基本尺寸之和—所有减环基本尺寸之和
2.4.3 封闭环的公差
封闭环的公差=所有增环公差之和加上所有减环公差之和
2.4.4封闭环的极限偏差
封闭环上偏差=所有增环上偏差之和—所有减环下偏差之和
封闭环上偏差=所有增环下偏差之和—所有减环上偏差之和
3 装配方法的选择(保证装配精度的工艺方法)
在产品装配工作中,用什么装配方法来达到规定的装配精度,特别是以较低的零件精度、最小的装配工作量达到较高的装配精度,是装配工艺的核心问题。
利用装配尺寸链来达到装配精度的工艺方法有:
(1)互换法:完全呼唤法、大数互换法(不完全互换法)
(2)分组法
(3)修配法
(4)调整法
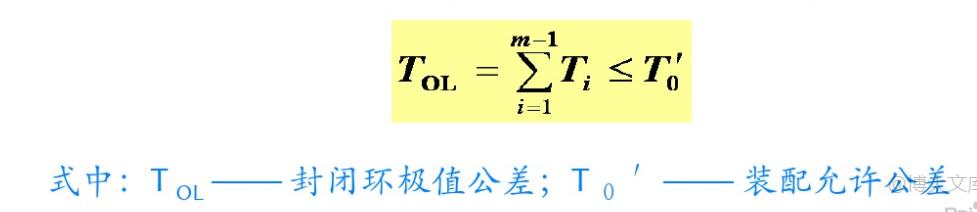
3.1 完全互换法
定义:合格的零件在进入装配时,不经任何选择、调整和修配就可以使装配对象全部达到装配精度的装配方法,称之为完全互换法。
条件:各有关零件的公差之和小于或等于装配允许公差。
3.1.1用极值法解尺寸链
计算步骤:
(1)计算封闭环的基本尺寸,定出其上下偏差
(2)计算各组成环的平均公差
(3)选协调环、分配公差、确定偏差
(4)计算协调环的上下偏差
3.1.2特点和应用
装配工作简单,生产效率高,有利于组成流水生产、协作生产,同时也有利于维修和配件制造,生产成本低。但当装配精度要求较高,组成环较多时,零件难以按经济精度制造。
应用:用于少环尺寸链或精度不高的多环尺寸链中,适用于任何生产类型
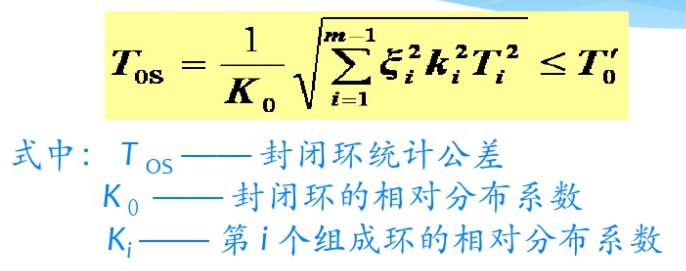
3.2 大数互换法(不完全互换法)
定义:指机器或部件的所有合格零件,在装配时无需选择、修配或者改变其大小或位置,装入后即能使绝大多数装配对象达到装配精度的装配方法。
实质:其实质是零件按经济精度制造,公差适当放大,零件加工容易,但会使少数产品装配精度达不到要求,但这是小概率事情,总体经济可行。
条件:各相关零件公差平方之和的平方根小于或等于装配允许公差
3.2.1 特点
扩大了组成环的制造公差,零件制造成本低,装配过程简单、生产效率高。但会有少数产品达不到规定的装配精度要求,要采取另外的返修措施。
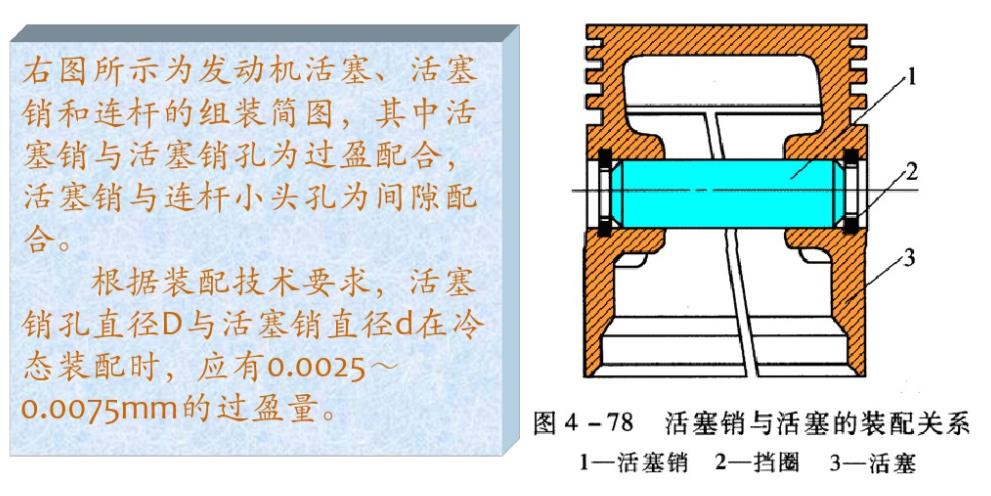
3.3 选配法
将配合零件按经济精度制造,然后,选择合适的零件进行装配,以保证装配精度的一种方法。分为:
(1)直接选配法:简单,不需要将零件分组,但挑选零件时间长,劳动量大,装配质量取决于工人的技术水平,不宜用于节拍要求较严的大批大量生产。这种装配方法没有互换性。
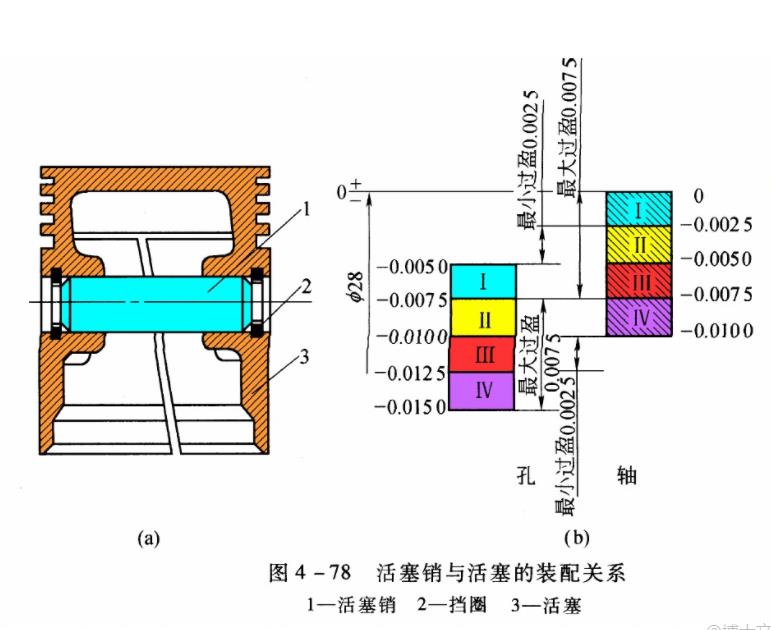
(2)分组选配法:可将组成环公差增大若干倍(一般为2~4倍),使组成环零件可以按经济精度进行加工,然后再将各组成环按实际尺寸大小分为若干组,各对应组进行装配,同组零件具有互换性,并保证全部装配对象达到规定的装配精度,这就是分组法。
实质:零件按经济精度制造,公差适当放大,零件加工容易,按实际尺寸测量分组,对应组完全互换装配,达到装配精度要求。
案例:
特点:扩大了组成环的制造公差,零件制造不高,但可获得高的装配精度。但增加了零件测量、分组、储存、运输的工作量。
(3)复合选配法:配合件公差可以不等,装配质量高,且装配速度较快,能满足一定的生产节拍要求。
3.4修配法
定义:各组成环均按经济精度制造,而对其中某一环(称为补偿环或修配环)预留一定的修配量,在装配时用钳工或机械加工的方法将修配量去除。使装配对象达到设计所要求的装配精度。
实质:装配时去除补偿环的部分材料以改变其实际尺寸,使封闭环达到其公差与极限偏差要求的装配方法。
修配方法:
(1)单件修配法
(2)合并加工修配法
(3)自身加工修配法
3.4.1 修配件的选择
(1)易于修配、便于装卸
(2)尽量不选公共环为修配环
3.4.2 单件修配法解算步骤
(1)建立装配尺寸链
(2)选择修配环(原则:1便于拆装、易于修配 2 不是公共环)
(3)确定其他组成环尺寸的公差和偏差
(4)盐酸最大修配量不可过大
(5)计算修配环尺寸的上下偏差
3.4调整法
定义:采用调整的方法改变整个组成环(称补偿环或调整环)的实际尺寸或位置,使封闭环达到其公差和极限偏差的要求。
实质:装配时调节调整件的相对位置,或选用合适的调整件,使封闭环达到其公差与极限偏差要求的装配方法,
4 装配方法选择


以上是关于装配精度与装配尺寸的主要内容,如果未能解决你的问题,请参考以下文章