西门子plc控制伺服电机的方法及举例(最好带有梯形图讲解)
Posted
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了西门子plc控制伺服电机的方法及举例(最好带有梯形图讲解)相关的知识,希望对你有一定的参考价值。
举例:西门子Sinamics S120在浮法玻璃流道闸板控制系统中的应用
1、系统简介:
现场采西门子S7-400H DCS系统,监测和控制整个生产线的运行。两套S120做为DCS系统的Profibus DP 从站,分别控制两套流道闸板。同时为了保证系统的可靠性,设置了本地、远程切换功能。在远程工作模式时,进行位置控制,由DCS通过Profibus DP通讯,发送目标位置值S120,控制流道闸板上升或下降。
2、硬件配置:
S120的控制单元选用CU310-2DP,功率单元选用PM340,配合西门子1FT7高性能电机。CU310-2 DP控制单元设计用于 SINAMICS S120(AC/AC)的通信及开环/闭环控制功能,它和功率模块PM340组合在一起,便构成了一个强大的单轴驱动器。
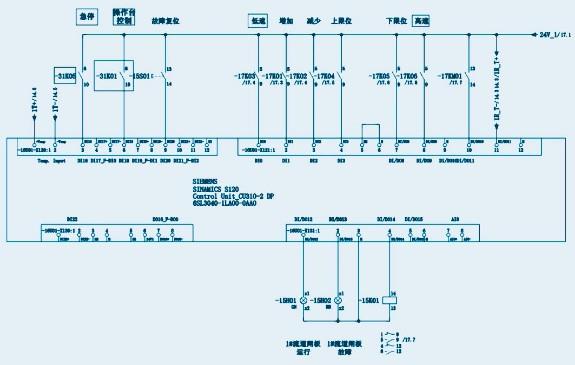
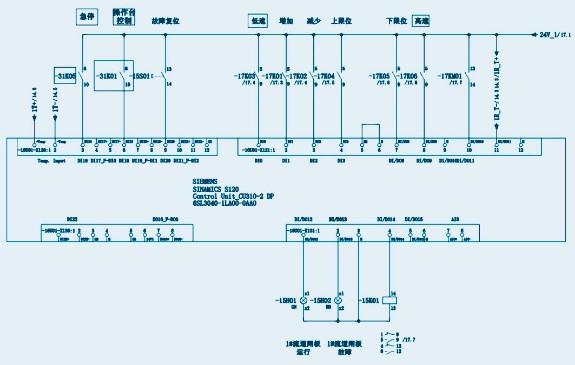
3、电气原理图
利用CU310-2DP自身集成的IO点,可以使流道闸板完全脱离DCS的控制,实现本地控制。同时CU310-2DP自身也集成了DP通讯接口,可以通过DCS实现流道闸板的远程控制。
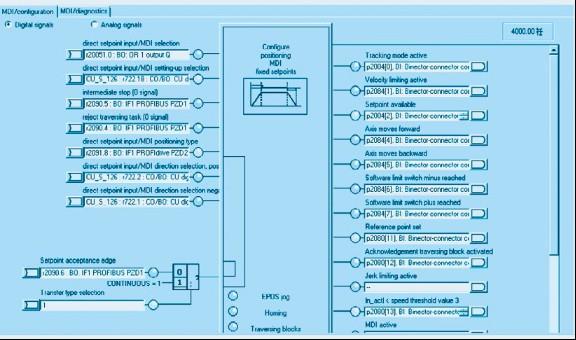
4.系统调试:
利用S120基本定位功能中的MDI(手动设定值输入)功能,可以轻松地通过外部系统来实现复杂的定位功能。MDI有两种工作模式,速度模式和位置模式,可以通过参数P2653参数来在线切换这两种工作模式。P2653为0时,为速度模式;P2653为1时,为位置模式。速度模式是指轴按照设定的速度及加、减速运行,不考虑轴的实际位置。位置模式是指轴按照设定的位置、速度、加/减速运行。位置模式又可分为绝对位置(P2648=1)和相对位置(P2648=0)两种方式,在本项目中,当切换到DCS远程控制时,使用MDI的相对位置模式,当切换在本地控制时,使用MDI的速度模式。
5.需要注意:
S120的基本定位功能主要包括下面几个内容:
1、点动(Jog):用于手动方式移动轴,通过按钮使轴运行至目标点。
2、回零(Homing/Reference):用于定义轴的参考点或运行中回零。
3、限位(Limits):用于限制轴的速度、位置,包括软限位、硬限位。
4、程序步(Traversing Blocks): 共64个程序步,可自动连续执行一个完整的程序,也 可单步执行。
5、直接设定值输入/手动设定值输入(Direct Setpoint Input/MDI):目标位置及运行速 度可由上位机实时控制。
S120中回零有三种方式:
● 直接设定参考点(Set Reference): 对任意编码器均可。
● 主动回零(Reference point approach): 主要指增量编码器
● 动态回零(Flying Reference):对任意编码器均可。
更加详细的说明及过程分析可百度进官网查看。
参考技术A采用嵌入式计算机(EIP)技术的数控机床具有广泛的适应性,加工对象改变时只需要改变输入的程序指令;加工性能比一般自动机床 高,可以精确加工复杂型面,因而适合于加工中小批量、改型频繁、精度要求高、形状又较复杂的工件,并能获得良好的经济效果随着数控技术的发展。
采用数控系 统的机床品种日益增多,有车床、铣床、镗床、钻床、磨床、齿轮加工机床和电火花加工机床等。输入数控装置的程序指令记录在信息载体上,由程序读入装置接收,或由数控装置的键盘直接手动输入。
数控装置按所能实现的控制功能分为点位控制、直线控制、连续轨迹控制三类。
I、数控单元: 1. 嵌入式计算机: ·19’上架式标准结构,NEMA 4/12铝质防水、防尘前面板; ·10.4’TFT彩色液晶显示器; ·配置研祥586 嵌入式计算机主板; ·研祥8槽工控机箱(含开关电源); ·两组薄膜键盘,配以接地金属网; 2. 伺服控制串行通讯卡、六轴位置环控制卡、四轴数字伺服控制卡(任选); 3. 内置式PLC输入卡 (48通道/卡)、内置式PLC输出卡 (48通道/卡)。
如果使用普通CPU,则需要用到定位模块。如S7-200+EM253,但这只适用于步进电机的开环控制,因为系统没有编码器接口。如使用S7-300,则可使用FM351、FM354、FM357-2等定位模块构成闭环的运动控制系统。
S7-300系列同时提供了T系列CPU,是普通逻辑CPU与工艺CPU的集成,有两个型号:315T和317T。其集成的工艺CPU专用于运动控制,通过等时同步的DP口,可以连接带DP接口的驱动器,也可连接IM174接口模块,用于连接无DP接口的普通驱动器。
至于具体的应用,你可以在西门子(中国)自动化的官方网站找到详细的介绍及资料,包括系统的构建、编程及使用。
1.引言 伺服电机在自动控制系统中用作执行元件,它将接收到的控制信号转换为轴的角位移或角速度输出。通常的控制方式有三种:①通讯方式,利用RS232或RS485方式与上位机进行通讯,实现控制;②模拟量控制方式,利用模拟量的大小和极性来控制电机的转速和方向;③差分信号控制方式,利用差分信号的频率来控制电机速度。简单、方便的实现对伺服电机转速的精确控制是工业控制领域内的一个期望目标,本文主要研究如何利用PLC输出的模拟量实现对伺服电机的速度较为精准的控制。2.控制系统电路 控制装置选用西门子S7-200系列PLC CPU224XPCN,这种型号的PLC除了带有输入输出点外。还有1个模拟量输入点和1个模拟量输出点,这一型号PLC所具有的模拟量模块,能够满足控制伺服电机的需要。触摸屏选用西门子触摸屏,型号为TP177B。 具体控制方案如图l所示,触摸屏是人机对话接口,最初的指令信息要从这里输入。输入的信息通过通讯端口传送到PLC。经运算后,PLC输出模拟量,并连接到伺服控制器的模拟量输入端口。伺服控制器对接收到的模拟量进行内部运算,而后驱动伺服电机达到相应的转速。伺服电机通过测速元件将转速信息反馈到伺服控制器,形成闭环系统,实现转速稳定的效果。
图1 控制方案
由表1可看出,输入值和实际转速相差甚远,而唯一的办法是通过运算将输入值转换成能对应上实际转速的整形数值。但是还要首先找到最高转速和最低转速对应的数值。通过实验发现,对应关系如表2所示PLC的模拟量输出和伺服电机转速输出都是线性的,可以根据表2的数据列出直线方程组,计算出输入值和整形数值之间的关系。2711=500×a+b30854=600×a+b解得:a=5117;b=152 设实际转速为x,整形数值为y;那么关系方程为:y=5117×x+152通过PLC。实现则需妻用到数字运算指令,具体如图2所示图2数字运算指令实现对应关系运算后,将数据直接传送到模拟量输出口就完成了转换工作(由于输出口不接受双字数据;所以仅传字数据,VB2232即可)。如图3所示图3模拟量输出口传送指令这样.就基本上完成了从对话框输入速度值,经过PLC运算后输出模拟量。伺服控制器接收到模拟量驱动伺服电机,伺服电机的转速等于输入速度值的过程。通过经过实际检验,测得输入值、整形数值、实际转速如表3。
表2 实测对应数值表
整形数值 实际转速
2711 500
30854 6000
表3 运算后的实测数值表
输入值 运算后数值 实际转速
500 2711 500
1000 5269 999
2000 10386 1998
3000 15503 3000
4000 20620 4002
5000 25737 5001
6000 30854 6000
4.结束语 本文提出了一种利用西门子200系列PLC所配备的模拟量输出模块,控制伺服电机的方法,方法简单,易于实现,且能够满足转速精度为±3 RPM的工作要求。
方案中的伺服电机,设计工作转速范围为500~6000RPM,精度要求为±3RPM。3.控制过程 在触摸屏中设置一个对话框,可输入4位数值,然后将此对话框中的数据属性设置成对应PLC中的整形变量数据(如VW310)。目的是当在对话框中输人数值后,电机就能够达到与该数值相同的速度。 PLC输出的模拟量是0~10V,对应的整形数据是0~32000;而伺服电机的输入模拟量是0~l0V。对应的转速是0-6500 RPM。由于这些数值都是理论上的,并且最终希望得到的还是输入值对应上转速即可。因此,模拟量作为中间环节仅做参考。需要重点考虑的还是输入值、整形数据和实际转速。经过直接实测,测试数据如表1所示。
表1 直接实测数值表
输入值 整形数值 实际转速
500 500 70
2000 2000 360
4000 4000 750
6000 6000 1145 参考技术C 如果使用普通CPU,则需要用到定位模块。如S7-200+EM253,但这只适用于步进电机的开环控制,因为系统没有编码器接口。如使用S7-300,则可使用FM351、FM354、FM357-2等定位模块构成闭环的运动控制系统。
S7-300系列同时提供了T系列CPU,是普通逻辑CPU与工艺CPU的集成,有两个型号:315T和317T。其集成的工艺CPU专用于运动控制,通过等时同步的DP口,可以连接带DP接口的驱动器,也可连接IM174接口模块,用于连接无DP接口的普通驱动器。
至于具体的应用,你可以在西门子(中国)自动化的官方网站找到详细的介绍及资料,包括系统的构建、编程及使用。 参考技术D
这个看别人的梯形图也学不会的。就是要看学习视频学的最快。希望能帮你。
用PLC控制伺服电机控制的程序
求用西门子PLC S7-200 控制东元伺服电机 如果牌子不一样也没关系 关键是怎么用高速脉冲与定位 定位是截取一段,让以后的每转在这一段里脉冲当量相同 与控制步进电机是不是有很大不同啊
伺服电机和步进电机控制方法区别不大,看你怎么用,你要是开环使用,步进和伺服是一样的;1
简单的用法就是一边输出脉冲,一边读反馈回来的反映运转情况的脉冲(或模拟信号),根据这个脉冲调整输出脉冲。这种用法用PLC的高速计数器就行。
2
还可以通过AD输出模拟信号,然后读反馈回来的反映运转情况的脉冲(或模拟信号),这种方法一般用在单片机控制伺服电机中,比较灵活,可以脉冲和模拟信号混合使用;
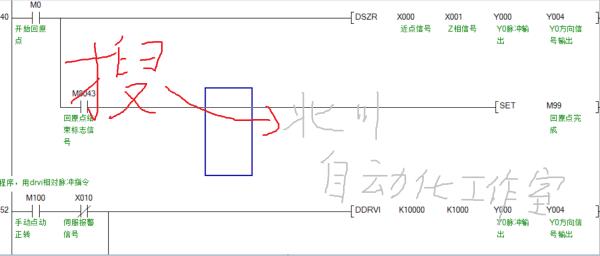
3第三种方法,是PLC和伺服电机比较正规的接法,就是用PLC的运动控制模块,这种模块在PLC的手册里都能查到,你查一下就知道。这里有很专业的位置控制方法,包括升降速梯度,JOG,零点,极限位置保护等。 参考技术A FX1N伺服定位(注释JOG定长角度)
程序,已经发给你了。
以上是关于西门子plc控制伺服电机的方法及举例(最好带有梯形图讲解)的主要内容,如果未能解决你的问题,请参考以下文章