Automatic surface defect detection for mobile phone screen glass based on machine vision-论文阅读笔记
Posted wyypersist
tags:
篇首语:本文由小常识网(cha138.com)小编为大家整理,主要介绍了Automatic surface defect detection for mobile phone screen glass based on machine vision-论文阅读笔记相关的知识,希望对你有一定的参考价值。
Automatic surface defect detection for mobile phone screen glass based on machine vision
基于机器视觉的手机屏幕玻璃表面缺陷自动检测
//2022.5.12日上午12:04开始阅读笔记
论文地址
论文贡献
本研究提出了一种改进的MPSG缺陷识别和分割检测算法。考虑到移动台振动引起的MPSG图像失准问题,采用基于轮廓的配准(CR)方法生成用于对齐MPSG图像的模板图像。基于该配准结果,采用减法与投影相结合(CSP)的方法对MPSG图像进行缺陷识别,消除了环境光照波动的影响。为了从含噪MPSG图像中分割出具有模糊灰色边界的缺陷,本文提出了一种改进的模糊c均值聚类算法(IFCM)。开发了一个缺陷检测系统,并在MPSG图像上进行了大量实验测试,验证了所提算法的有效性。
论文内容
1.介绍
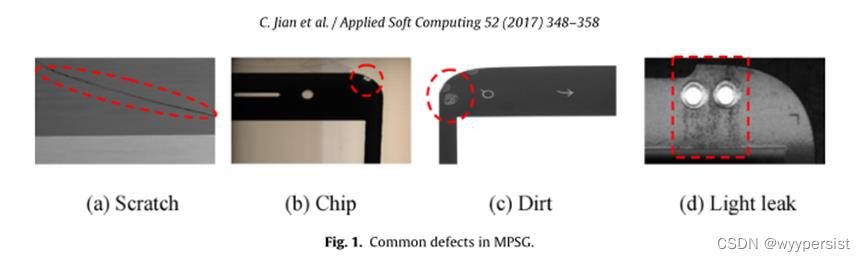
首先,作者介绍了手机屏幕在制造过程中可能出现的缺陷。如图1所示。
接着作者又介绍了一些基于机器视觉的缺陷检测方法:Liang等人[5]提出了一种低分辨率图像的稀疏表示方法,以高效、快速地检测手机外壳玻璃的表面缺陷。Li等人[6]提出了主成分分析法来发现和提取触摸屏上的缺陷。Torng等人[7]为生产线上的手机面板开发了一个多功能自动光学检测系统,该系统可以检测整个面板上的2D缺陷和玻璃涂层的3D膜厚均匀性。然而,这些方法对周围的光照变化非常敏感。缺陷检测方法大致分为以下三类。
然后作者又介绍了大致分为三种的缺陷检测方法:
1. 分类缺陷检测可以看作是正常和异常的二元分类。在这方面,特征提取和分类是两个关键步骤[8,9]。Mitra等人[10]提出了一种使用支持向量机作为推理机的神经网络架构,用于光检测分类。Liu等人[11]研究了TFT-LCD制造过程中的表面缺陷,并提出了使用灰色特征和支持向量数据描述的自动在线缺陷检测。Zhang等人[12]选择了Windows注册表访问记录器的特征,并实现了用于缺陷检测的标准SVM、加权SVM和一类SVM。
2. 背景重建和移除(BRR)。该方法对重复或纹理背景图像进行重建和去除,然后在残差图像中发现缺陷。主要任务是如何重建背景图像。Tsai等人[13]构建了一个3D图像,使用阻带滤波来消除溅射玻璃的不均匀纹理,然后将数据重新转换为图像;残影清晰地保留了缺陷。Jung等人[14]使用傅里叶光谱消除TFTLCD缺陷检测的周期性单元图案。Lu和Tsai[15]提出使用奇异值分解来消除LCD的重复水平和垂直元素,以保留残余图像中的缺陷。
3. 模板参考。通过比较模板图像和测试图像,通常可以发现缺陷[16–18]。Xie和Guan[19]提出了一种新的黄金模板自生成技术,用于检测周期性二维晶圆图像中可能存在的缺陷,黄金模板是在没有任何先验知识的情况下从晶圆图像本身获得的。Chou等人[20]描述了半导体芯片在不同制造步骤中的自动缺陷分类系统,该系统使用黄金模板方法进行缺陷检测。
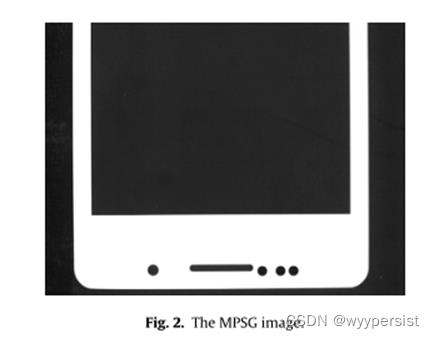
除这些方法外,还研究了其他一些方法[21,22]。下面,我们将尝试比较MPSG表面缺陷检测中的三种方法。对于分类方法,未区分的特征、高维特征数据和泛化性能较弱的分类器往往会降低缺陷检测的速度和准确性[23–26]。如果使用这些方法来检测MPSG表面缺陷,我们需要仔细地解决特征选择、特征降维和分类器泛化性能的提高。任何遗漏都可能导致高错误缺陷检测。BRR方法试图检测工业产品(如TFT LCD、太阳能组件和溅射玻璃)的表面缺陷,这些产品的图像背景包含周期性/自相似图案或统计纹理结构。然而,如图2所示,这些图案或结构与MPSG的表面结构显著不同,MPSG存在打印区域(白色区域)和非打印区域(白色区域内)。因此,BRR方法不能有效地发现MPSG图像中可能存在的缺陷。模板参考是业界公认的有效缺陷检测方法[16–18,27,28]。这种方法速度非常快,因为它只涉及像素的算术运算,因此可以满足在线检测的高精度要求。因此,在本研究中,该方法最初用于MPSG表面的缺陷检测过程。
在模板参考方法中,需要考虑几个关键问题:失调、周围光照变化和模糊边界缺陷分割。本文提出了基于轮廓线的配准(CR)、图像减法和灰度投影(CSP)相结合以及改进的模糊c均值聚类(IFCM)来解决这些问题。本文的其余部分组织如下。这些问题中的每一个都将被详细讨论,相应的解决方案将在第2节中确定。MPSG的缺陷检测系统在第3节中制定;详细介绍了CR、CSP和IFCM。在第4节中,使用实验结果确定了CR、CSP和IFCM的性能。第5节给出了结论,并确定了未来工作的领域。
2.问题描述和解决方案
2.1 未对准问题
由于舞台振动,拍摄的MPSG图像可能会轻微位移和旋转。如果捕获的图像没有逐像素地与模板对齐,则在图像减法过程中会导致严重错误。同时,使用多个自由缺陷图像的平均值来创建模板[29,30],这些自由缺陷图像的错位会产生不准确的模板。因此,首要任务是协调一致。图像配准方法可分为两部分:基于灰度的方法和基于特征的方法[31]。基于灰度的方法使用所有像素的灰度值进行图像配准,因此速度较慢,尤其是对于大尺寸2500×2000的MPSG图像。此外,它们对光照变化非常敏感[32]。基于特征的方法可以解决基于灰色的方法所带来的问题[33]。轮廓是用于对齐的常见特征之一。在旋转和平移的情况下,轮廓几何图形保持不变。因此,在本研究中,基于轮廓的配准(CR)被提议利用MPSG样本上的轮廓特征(即触摸键和耳机)。
2.2 测试图像亮度变化引起的灰度波动
模板g(x,y)和测试图像F(x,y)之间的图像相减用于获得残余成像仪(x,y):

测试图像的灰度随光照变化而变化,导致残差图像灰度波动;因此,使用图像减法查找缺陷是不可靠的。为了减弱光照变化的影响,Wang和Yung使用多个自适应阈值和边界评估从测试图像中找到了对象[34]。廖等人提出了尺度不变的局部模式来处理光照变化[35]。众所周知,高斯混合建模(GMM)可以有效地解决光照变化[36,37]。然而,由于光照变化过快且任意,这些方法仍然存在较高的误报率。Wang等人提出使用灰度投影检测钢带表面缺陷;这种方法与周围的照明水平无关[38]。然而,该技术使用了钢带的均匀灰色背景,这与MPSG表面明显不同。可以使用以下过程在MPSG上模拟这种情况。在将测试图像与模板对齐后,我们可以使用图像减法消除打印区域,从而在剩余图像中获得均匀的灰色纹理。然后,我们使用灰度投影来确定缺陷的存在与否。该方法结合了图像减法和灰度投影的结果。
2.3 模糊边界缺陷
在灰度分布中,一些缺陷位于背景附近,这使得人眼无法清楚地定义它们的边界。使用常用的阈值分割技术很难有效地确定边界像素。Hashioka等人[39]提出了模糊对象形状模型,用于新生儿大脑MR图像的模糊边界分割。Bi等人[40]提出使用水平集方法精确分割模糊边界缺陷。在本研究中,一种新的基于区域的活动轮廓模型被用于更适合于模糊边界Mura缺陷的分割。基于这个新模型,水平集方法精确地分割了Mura缺陷。然而,如何选择模型的参数还没有一个标准的理论知识作为指导。基于边界像素中存在的不精确性,我们将像素分配给初始成员函数(x),并在多次迭代后基于最终值(x)识别边界像素。模糊c-均值聚类(FCM)可以使用A(x)对模糊像素进行精确分类;然而,FCM对噪声很敏感,因为它不考虑像素之间的空间关系[41–43],因此不适合在有噪声的MPSG图像中进行缺陷分割。因此,我们建议使用改进的FCM(IFCM)来解决这个问题。
3.MPSG自动缺陷检测系统
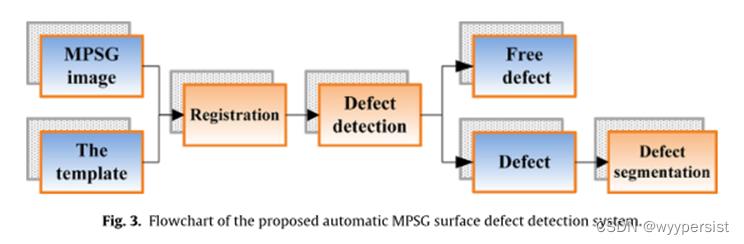
提出的MPSG自动缺陷检测系统包括三个阶段:配准、缺陷检测和分割。在第一阶段,对齐多个无缺陷MPSG图像以生成模板;然后,将测试图像与模板对齐以进行缺陷检测。在第二阶段中,从测试图像中减去模板以产生残余图像。然后,使用残差图像的灰度投影来确定缺陷的存在或不存在。如果存在缺陷,将MPSG从制造过程中移除,并将相应的数据发送到下一阶段进行缺陷分割。在第三阶段,采用改进的FCM方法对缺陷进行精确分割。拟议的MPSG表面缺陷自动检测系统的流程图如图3所示。
3.1 图像采集
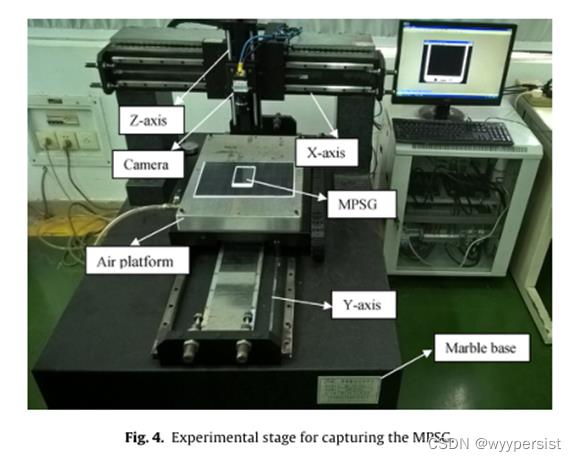
本研究中使用的MPSG尺寸为130 mm×65 mm,需要0.05 mm的高视觉检测精度来识别小缺陷。在实验中,我们使用了单色相机FC5200GE(由日本竹中系统株式会社制造),CCD分辨率为2500×2000像素。图4显示了图像采集过程的实验平台系统。平台系统由北京SmartMotion电子系统技术有限公司制造。平台系统的定位精度为1?m、 平台系统的尺寸为1200×850×800mm。X轴方向(即水平)和Y轴方向(即前后)的最大行程均为500 mm。MPSG固定在移动台上,并沿移动台的Y轴移动。CCD摄像机随丝杠头沿X轴方向移动,以确保MPSG表面的反射光到达摄像机;相机也会随着头部沿Z轴方向(即垂直方向)移动,以确保正确的工作距离。为了保证图像质量,实验中采集了一半的MPSG图像。捕获的图像是BMP格式的8位灰度图像,大小为2500×2000。图像中像素的大小约为0.0325 mm(即65 mm\\/2000像素=0.0325 mm\\/像素)。
3.2 提出了一种基于轮廓的图像配准方法
在实验中,CCD摄像机无法容纳整个MPSG。每个时间段都会捕获一半的MPSG图像。另一半将在下一次捕获中获得。两个图像中的一个包含模式(即触摸键和耳机),我们实现了包含模式的图像的注册。配准结果应用于MPSG图像的另一半,因为MPSG的两个半图像具有相同的几何变换。
首先将带有图案的MPSG图像的一半裁剪到可能包含图案的区域,以实现图像配准。然后,使用形态学中的开放操作去除噪声,并使用大津方法获得区域的二值图像。最后,利用边缘检测算子从二值图像中提取模式轮廓。由于不变矩只取决于物体的几何形状,所以在物体的位移和旋转情况下不变矩保持不变。那么,胡的不变矩呢?在本研究中,i(i=1,2,·7)被引入来描述MPSG图像中的模式特征[44]。图像配准的相似性度量(SM)定义为以下基于胡的不变矩:

ϕi和ϕi是对应轮廓的胡不变矩。当轮廓的几何形状相似时,ϕi在ϕi和Sm方法零附近;因此,最小SM的对应轮廓可以对齐。可通过以下方式评估转换参数:

上式中的(x,y)和(x,y)是对齐轮廓的相应几何质心;θ是旋转的角度;Δx和Δy是分别沿X轴和Y轴的两个质心之间的差异。
3.3 提出的CSP缺陷检测方法
如前所述,残差图像的灰度投影用于识别缺陷的存在或不存在。使用m×n imagef(i,j),灰度投影算法的伪码描述如下:
算法1。
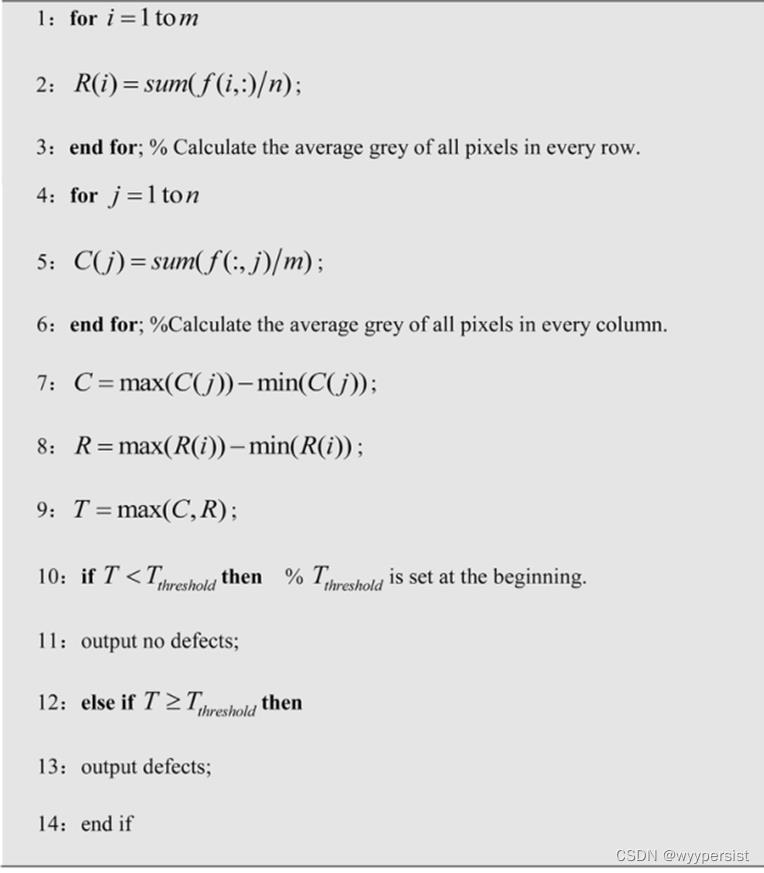
Tthreshold可以通过评估实验中多个无缺陷图像的灰度分布来设置。在这个研究中,Tthreshold被设置为16。当灰度平均值的所有列的最大值减去最小值时,可以得到C。当周围的照明变化时,由于最大照明与最小照明具有相同的波动量,所以骨灰是恒定的,这可以在等式(4)中清楚地表示出来。

其中,λ是由照明变化引起的灰度波动量。λ的值可能会随着光照变化和CCD响应而变化;然而,λ的改变不能影响C的值,因为λ的波动等级对于max(C(j))和min(C(j))也是一样的。参数λ从减法运算中消除,如等式(4)所示。
3.4 提出了一种用于缺陷分割的IFCM方法
FCM方法最早由Dunn[45]提出。他试图根据每个像素的灰度划分来定位每个像素的灰度;该方法将初始隶属度函数随机分配给每个像素。然后,通过最小化目标函数,在迭代后获得最终的成员和聚类中心,其定义如下:
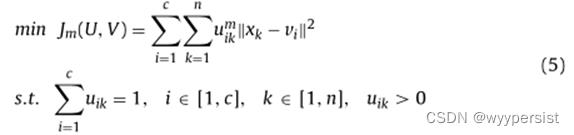
U=[uk]是成员矩阵;uik是第i个簇中第k个像素的成员;聚类中心集V=v1,v2,..vc中的vi(i=1,2,··c)代表第i个聚类中心;CRE表示簇号;n表示图像中的总像素数。加权指数控制聚类的模糊性;xk表示第k个像素的灰色;|xk-vi|表示第k个像素和第i个聚类中心之间的欧氏距离。公式(5)中的目标函数可以使用拉格朗日乘子λ改写如下:

取Jm'(U,V)关于uik和vi的一阶导数并设置结果为0,我们可以按照如下步骤更新中心uik和成员vi。


如前所述,当使用FCM时,噪声MPSG图像中的缺陷分割是不可靠的。基于空间约束,Ahmed等人提出了一种改进的目标函数(FCM S)来解决这个问题[46,47]:
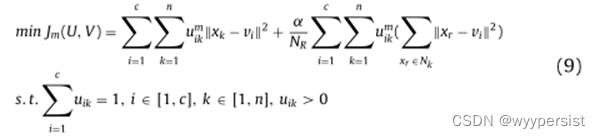
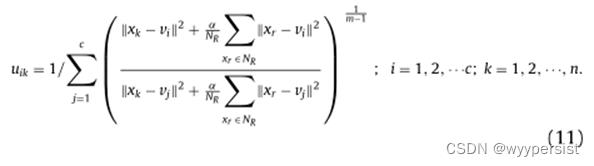
其中,xr表示像素xk的领域Nk(Nk=l×l)中的像素灰度;NR表示Nk中的像素数量;αNRi=1ck=1nuikm(xr∈Nkxr-ui2)是一个来自当地社区信息的折衷术语。参数α是一个常数,用于控制邻域的效果。通过以与标准FCM类似的方式最小化等式(9)中的目标函数,我们可以获得隶属度uik和聚类中心vi(分别见等式(10)和(11))的迭代公式:

这种改进的FCM比FCM方法取得了更好的分割结果[46];然而,仍有进一步改进的余地。局部像素的隶属关系在其邻域附近;因此,我们可以使用当地的邻里信息来修改成员资格(见等式(12)):

其中,uir表示第i个簇中相邻像素xr的平均成员数;uiki是uik的改进成员;p和q是分别平衡uik和uir影响的常数参数。本研究旨在从C=2的MPSG图像背景中分割缺陷。当uir>0.5时,uiki>uik。当uir<0.5时,uiki<uik。图5显示了四个具有3×3窗口的局部邻域成员特征,其中uik表示3×3窗口中中心像素的成员,uir表示邻域中像素的平均成员,以及uik'是公式(12)中uik使用的修正值。
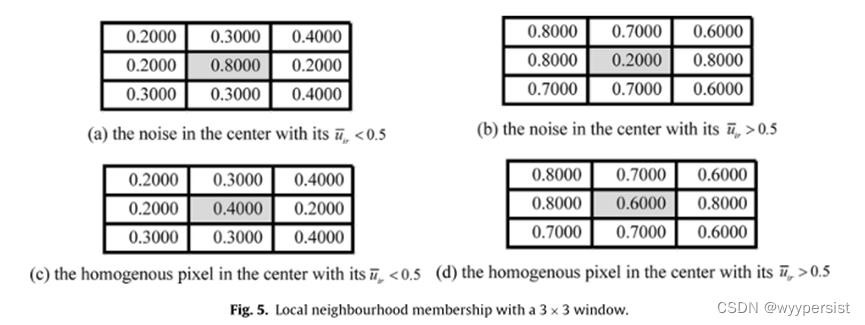
噪声的隶属度与图5(a–b)中的相邻像素明显不同。相反,同质像素的成员关系在图5(c–d)中靠近其相邻像素。修改后的噪声成员变量uik'和同质像素与原始成员uik相比,更加趋向于其自身的平均值uir。这表明他们与他们的本地邻近像素的关系更为密切。噪声像素根据其局部相邻像素的隶属度进行聚类,这显著提高了噪声图像的分割结果。
使用基于直方图[48]的快速FCM算法获得的聚类中心被设置为初始中心,以减少迭代次数。MPSG图像中缺陷分割的步骤如下所述。
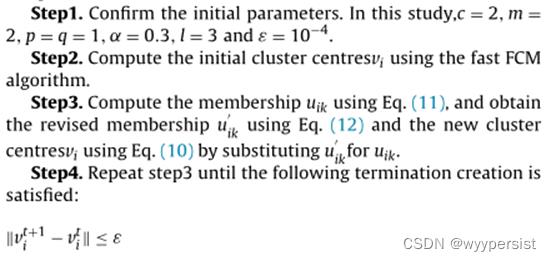
然后得到最终的分割结果。
4.实验验证
在本节中,为了评估所提出的方法和自动缺陷检测系统的性能,我们进行了四个实验:(1)将所提出的基于轮廓的配准(CR)与其他三种方法进行比较,(2)评估所提出的减法和投影相结合(CSP)的性能,(3)将提出的IFCM与其他版本的改进FCM和常用阈值分割方法进行比较,(4)为提出的自动缺陷检测系统提供测试速度结果。实验方法在Intel Core i3-2100、3.10 GHz个人计算机上用MATLAB实现。在接下来的实验中,通过第3.1节介绍的实验平台获得了测试图像。
4.1 提出的基于轮廓的配准(CR)的性能
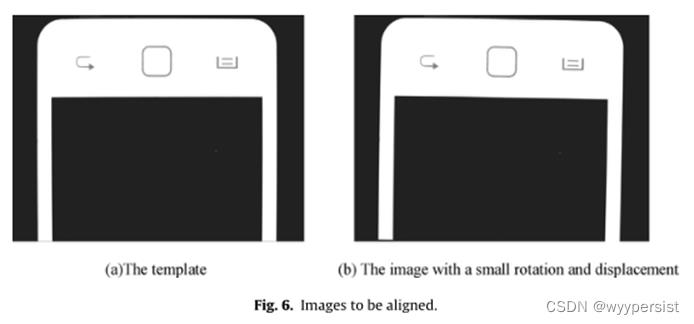
在本实验中,使用多个无缺陷图像的平均值生成模板(见图6(a))。图6(b)中的图像可以通过旋转和移动图6(a)中的模板来获得。相互信息(MI)和基于角点的方法是刚性配准中常用的技术。为了进行比较,使用建议的CR方法、基于PSO的MI方法[49]、基于Powell的MI方法[50]和基于Harris角点的配准(HCBR)[51]将图6(b)中的图像与图6(a)中的模板对齐,结果如表3所示。我们引入了个体误差(IE)来评估配准精度,如下所示:

其中,Vm表示配准方法中的测量值,且Vr表示真实值。

表3展示了基于PSO的MI方法、HCBR方法和提出的CR方法实现了几乎相等的亚像素精度,这比基于Powell的MI方法要好。与基于PSO的MI方法相比,基于Powell的MI方法完成得更快;然而,由于这种方法容易找到局部极小值,所以很难找到全局极小值。严格来说,基于PSO的MI方法和HCBR方法的IEs低于提出的CR方法;然而,这些改进的IEs分别需要722.0813s和6.7159s来完成其计算,这大大超过了提出的CR方法1.0917s的计算时间;因此,基于PSOMI的方法和HCBR方法不能满足在线检测的需要。对于大小为m×n的测试图像,基于Powell的MI方法、基于PSO的MI方法、HCBR方法和提出的CR方法的计算复杂度分别为O(mni1i2)、O(pmni)、O(mn)和O(rn),其中i1、i2和i表示迭代次数,pmeans表示总体大小,rmeans表示包含触摸键的小区域行。基于Powell的MI方法的计算复杂度和基于PSO的MI方法随着迭代次数或总体规模的增加而增加,因此其复杂度远大于HCBR和提出的CR方法。与提出的CR方法相比,HCBR方法的计算复杂度仍然很高。这主要是由测试图像中每个像素的复杂高斯卷积计算和特征点响应函数计算引起的。考虑到MPSG测试图像中的小位移和旋转,提出的CR方法仅在可能包含触摸键的小区域中提取触摸键的轮廓。由于小区域中的行数远小于整个图像中的行数m,即r<m,因此提出的CR方法比HCBR方法的对齐速度更快。我们还测试了HCBR在MPSG如此小的区域内的速度,耗时为1.6702s,略高于建议的CR方法(1.0917s)。原因可能是HCBR花费大量时间删除不相关的角点并找到相应的角点。
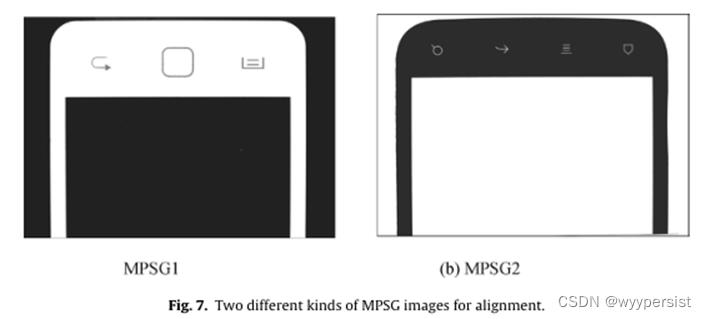
我们对齐了50对两种不同类型的MPSG图像(分别表示为MPSG1和MPSG2,见图7),以评估所提出的CR方法的鲁棒性。表4和表5分别显示了本实验中各种方法获得的平均IE结果和运行时间。从表4和表5中,我们可以看到,与基于Powell的MI方法相比,建议的CR方法获得的IE值较少,与基于PSO的MI方法和HCBR方法的IE值大致相等。提出的CR方法平均花费1s多一点的时间来对齐一对图像,这比其他方法要少得多。从表4和表5的结果来看,提出的CR方法比基于Powell的MI好得多,在精度上与基于PSO的MI和HCBR方法大致相当。提出的CR方法比其他方法的速度快得多。


4.2 提出的减法和投影组合(CSP)的性能
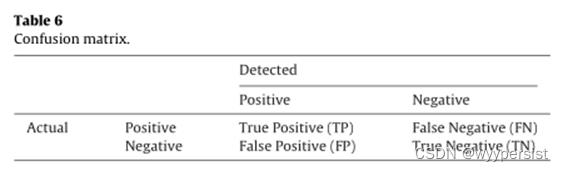
在本节中,测试图像包含50个缺陷图像和150个非缺陷图像。这200幅图像是在2013年下半年的不同时期获得的。测试图像为2500×2000像素的8位灰色图像(BMP格式)。测试图像的分辨率约为0.0325 mm\\/像素。采用基于轮廓的配准方法对多幅无缺陷图像进行配准,并将多幅配准图像的平均值作为模板图像进行减法运算。在本实验中,我们测试了三种方法:(1)基于轮廓的配准后的图像减法(IS),(2)不进行配准的直接图像减法(DIS),以及(3)基于轮廓的配准后的图像减法和灰度投影相结合(CSP)。这里,我们介绍了表6所示的混淆矩阵。在表6中,“阳性”表示有缺陷的图像,“阴性”表示无缺陷的图像。
其中,TP指被正确识别为缺陷的缺陷图像。FP指被错误识别为有缺陷的无缺陷图像。TN指被正确识别为无缺陷的无缺陷图像。FN指被错误识别为无缺陷的缺陷图像。IS、DIS和CSP方法的性能可以通过使用两个称为敏感性和特异性的指标来评估,这两个指标由下面公式构成:


其中#表示“数量”。灵敏度指通过该方法将缺陷图像识别为缺陷图像的比率,特异性指将非缺陷图像识别为非缺陷图像的比率。一个好的方法应该具有很高的灵敏度和特异性。灵敏度指通过该方法将缺陷图像识别为缺陷图像的比率,特异性指将非缺陷图像识别为非缺陷图像的比率。一个好的方法应该具有很高的灵敏度和特异性。
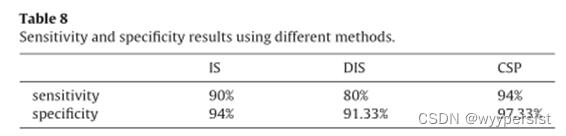
在本实验中,表7显示了三种方法获得的混淆矩阵的结果,敏感性和特异性的结果如表8所示。从表8可以看出,CSP方法的灵敏度和特异性分别达到94%和97.33%,优于IS和DIS方法。具体来说,在使用CSP方法时,三个缺陷图像被错误地识别为非缺陷图像,四个非缺陷图像被错误地识别为缺陷图像。在检测MPSG的表面缺陷时,需要考虑两个问题。一个问题是由实验平台振动引起的测试图像错位。另一个问题是,在拍摄测试图像的六个月期间,由于周围照明的变化,导致测试图像的灰度波动。IS方法不考虑第二个问题,DIS方法不考虑这两个问题中的任何一个。CSP方法考虑了这两个问题对测试图像的影响,并分别实现了CR方法和CSP方法来解决这两个问题。因此,CSP方法在敏感性和特异性方面优于IS方法和DIS方法。

4.3 基于所提出的IFCM方法的模糊边界缺陷分割性能
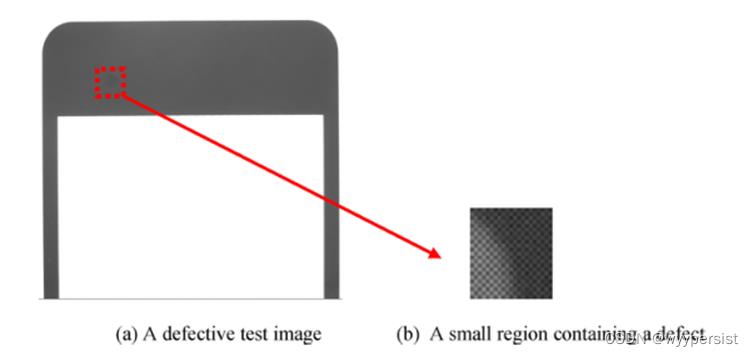
将测试图像与模板图像相减,得到残差图像。可以使用建议的CSP方法在残余图像中确定缺陷的存在/不存在。如果存在缺陷,可以使用本节中提出的IFCM方法在残差图像中对其进行分割。测试图像中的缺陷尺寸非常小,见图8(a);因此,为了直观地比较分割性能,在实验中,从残差图像中提取一个有缺陷的区域(见图8(b))并将其调整为23×21矩阵。在图8(b)中,缺陷(较暗区域)和背景(较亮区域)之间存在模糊的灰色边界和较小的灰色差异。包含缺陷的23×21像素区域用于以下缺陷分割实验。
4.3.1 与常用阈值分割方法的比较
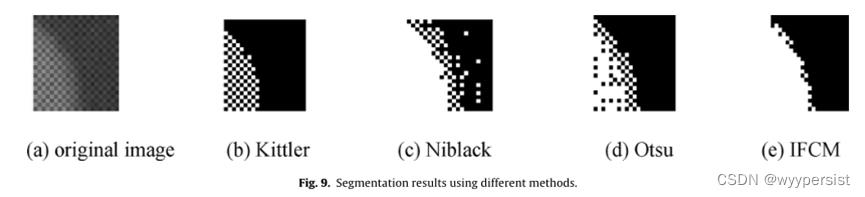
阈值法是从图像背景中分割物体的常用技术;但是,必须设置合适的阈值。在本研究中,研究了三种常见的阈值方法(即大津[52]、尼布拉克[53]和基特勒[54]);然后将这些方法在MPSG图像上的分割性能与提出的IFCM方法进行了比较。分割结果如图9所示。内部区域(UR)的均匀性(定义如下)用于评估缺陷分割性能[55]。
图像被分割成多个部分。在本研究中,c=2,代表缺陷和无缺陷;Nis图像中的像素总数;Ri是第i个分区;xk是以Ri为单位的第k个像素的灰度值;NRi是以Ri为单位的像素总数。UR的结果如表9所示。
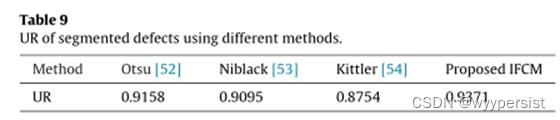
从图9可以看出,与阈值技术相比,使用所提出的IFCM方法发现的缺陷的位置更接近;所提出的IFCM方法也实现了更好的边界分割。表9显示,建议的IFCM方法的UR性能优于其他方法。这一发现表明,相比较于其他三种阈值方法,使用IFCM方法的分割图像灰度均匀性最好。
4.3.2 与改进FCM其他版本的细分比较
FCM S方法在迭代过程中使用每个像素的所有相邻像素,并且非常耗时。为了降低FCM S方法的计算复杂度,Chen和Zhang[56]在FCM S方法的基础上提出了两种变体:FCM S1和FCM S2。FCM S1中的邻域平均运算和FCM S2中的邻域中值运算取代了FCM S中的邻域像素运算。Wang为FCM方法(即FCM方法)提出了一种改进的隶属函数,以提高存在噪声时的性能[57]。在本节中,使用FCM、FCM S、FCM S1、FCM S2和FCM M方法以及建议的IFCM算法对MPSG图像的分割结果如图10所示。在实验中,α=0.3,NR=3×3。我们使用谢贝尼准则(VXB)[58]、分配系数(Vpc)[59]和分配熵(Vpe)[60]的三个聚类有效性指数,定义如下,以评估方法对噪声的鲁棒性。当像素以最佳方式聚集时,可获得较小的VXB和Vpe以及较大的Vpe:


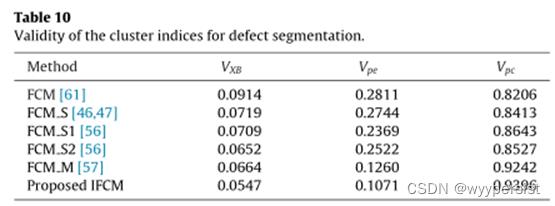
分割结果如图10所示,聚类指数的有效性如表10所示。

在图10中,使用所提出的IFCM方法的聚类效果优于其他FCM方法,因为即使在存在噪声的情况下,缺陷像素的位置也更接近,并且使用FCM方法的聚类效果表现非常差,因为背景中的噪声被错误地识别为缺陷像素。从表10可以看出,与FCM方法及其改进版本相比,建议的IFCM方法中,VPCI最大,VPE和VXB最小。这一发现表明,在分割真实MPSG图像时,与FCM方法和其他改进的FCM方法相比,所提出的IFCM方法表现最好。
4.4 提出的自动缺陷检测系统的速度性能
提出的自动缺陷检测系统包括三个阶段:使用CR方法进行注册(阶段1)、使用CSP方法进行缺陷检测(阶段2)和使用建议的IFCM方法进行缺陷分割(阶段3)。我们测试了该缺陷检测系统的平均速度性能使用从输入到最终输出的100个测试图像。我们在表11中给出了每个阶段的平均运行时间(AR)和整个自动缺陷检测系统。从表11可以看出,第一阶段占1.1079秒,占总AR(1.6601)的66.74%(1.1079\\/1.6601×100%)。在第1阶段,需要花费大量时间搜索成对轮廓。阶段2占总AR的2.11%(0.0354\\/1.6601×100%)。阶段2是三个阶段中最快的阶段,因为这是像素算法操作中唯一涉及的阶段。基于阶段1和阶段2,我们可以确定测试MPSG是否存在缺陷;因此,这两个阶段应该适用于高速。本实验第一阶段和第二阶段的AR之和为1.1433s(1.1079s+0.0354s,占总AR的68.87%),能够满足在线检测的需要。第3阶段的AR为0.5168s(占总AR的31.13%),第3阶段仅适用于缺陷测试MPSG,其实时性要求低于第1阶段和第2阶段。
5.总结
制造移动电话屏幕的过程不可避免地会导致各种表面缺陷,这些缺陷目前主要由人眼检查。本研究提出了一种基于视觉的缺陷检测系统来自动检测手机生产线上的手机屏幕。基于轮廓的图像配准算法用于解决由于平台振动引起的图像旋转和位移而导致的图像错位问题。使用图像减法和灰度投影,可以识别屏幕上的缺陷;使用的方法不会受到周围照明波动的影响。为了解决MPSG图像中带有模糊灰度边界的缺陷分割问题,本文提出并验证了一种改进的模糊C均值聚类(IFCM)算法。MPSG的检测系统在MATLAB中实现。进行了多个实验测试,结果表明,本文提出的方法能够获得令人满意的检测结果,并且与以前的方法相比具有更好的性能。基于这项研究,在未来的研究中将考虑对检测到的缺陷进行分类,以帮助做出维修决策。
本文仅作为日后复习之用,并无他用。
以上是关于Automatic surface defect detection for mobile phone screen glass based on machine vision-论文阅读笔记的主要内容,如果未能解决你的问题,请参考以下文章